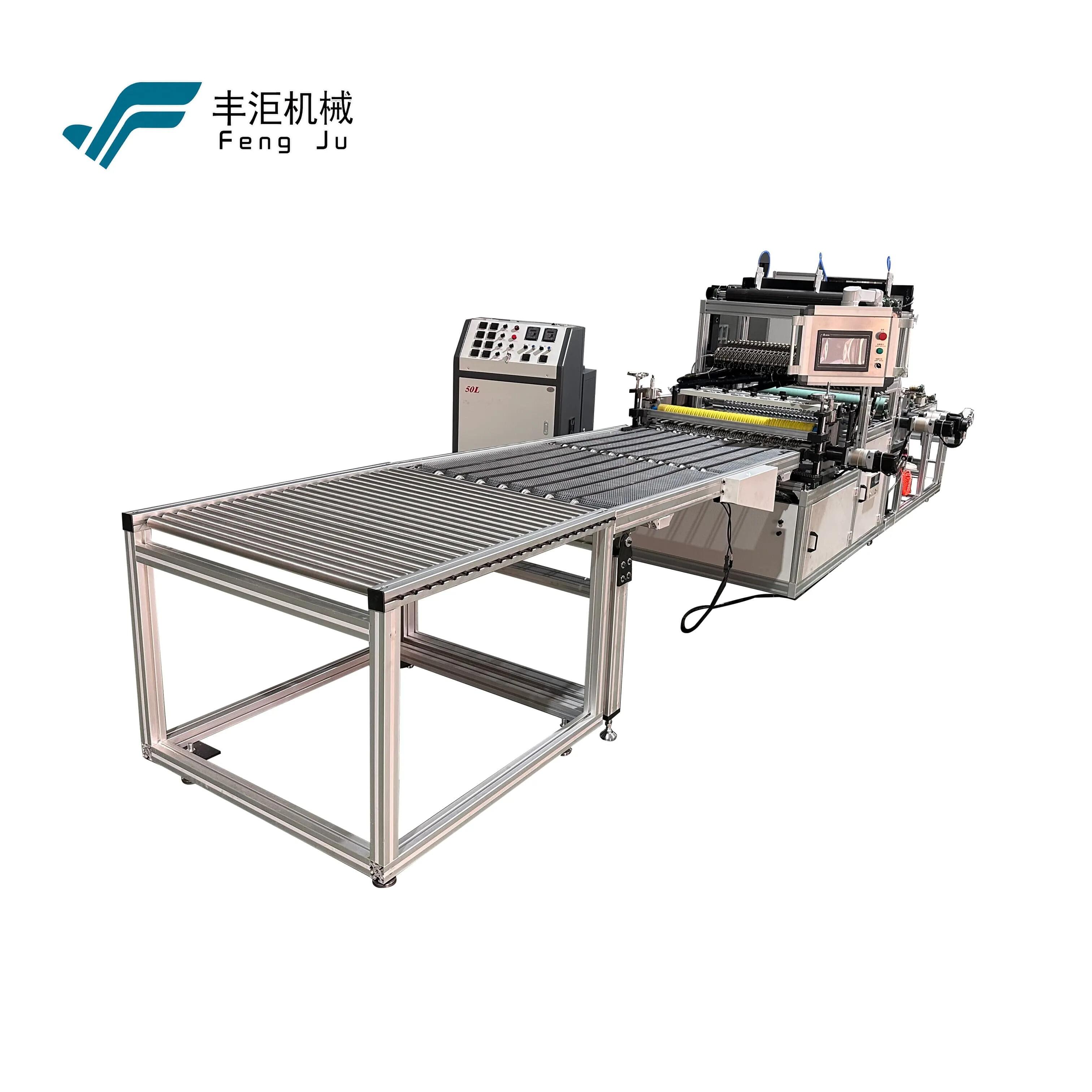
A hEPA havo filtri apparati yuqori samaradorlikdagi zarrachali havo filtrini aniq, doimiy va tezlik bilan ishlab chiqarish uchun mo'ljallangan murakkab sanoat jihozidir. Bu apparatning tarkibiy qismlarini tushunish filtr ishlab chiqarish, sifat nazorati va xaridlar bo'limi yoki ishlab chiqarish liniyasi loyihalash bilan shug'ullanadigan har qanday kishilar uchun juda muhimdir. Xom shisha tolali materialni oziqlantiruvchi qurilma dan boshlab oxirgi yopishqoq modda bilan qoplatish va bukuv mexanizmlarigacha har bir qism ishlab chiqarish natijasining sifati hamda ishlab chiqarish quvvatini belgilashda muhim va o'zaro bog'liq vazifani bajaradi.
Tozalangan havo yechimlariga bo'lgan global talab sog'liqni saqlash, elektronika, farmatsevtika va HVAC sohalari hamda boshqa ko'plab sanoat tarmoqlarida ishlab chiqarish korxonalarida avtomatlashtirilgan HEPA havo filtri apparatlari tizimlaridan foydalanishni tezlashtirgan. Filtr texnik talablari qat'iylik darajasi oshib borgani sari, ushbu apparatlarning ichki arxitekturasi ham shu darajada qat'iy standartlarga javob berishi kerak. Ushbu maqola HEPA havo filtri apparati asosiy komponentlarini tahlil qiladi, har bir qismning vazifasini tushuntiradi va ularning xalqaro filtratsiya me'yorlariga mos keladigan HEPA darajali filtrlar ishlab chiqarishga qanday qilib hissa qo'shadiganini tushuntiradi.
Media qayta ishlashi va uzatish tizimi
O'ralgan materialni ochish va taranglikni sozlash mexanizmi
Media qayta ishlash tizimi — HEPA-sinf havo filtrlari apparati uchun boshlang'ich nuqta hisoblanadi. U asosiy filtratsiya materiali sifatida HEPA-sinf filtrlarida foydalaniladigan nozik shisha tolali filtr materialining aylanuvchi valni boshqaradi. O'ralgan materialni ochish qurilmasi material valnini o'qda ushlab turadi va nozik materialni yorilish yoki cho'zilishsiz apparatga doimiy ravishda uzatish imkonini beradi.
Materialni ochish qurilmasi bilan parallel ishlaydigan taranglikni sozlash mexanizmi materialning barqaror va nazorat qilinadigan tezlikda uzatilishini ta'minlaydi. Taranglikni yetarli darajada nazorat qilmaslik shisha tolali materialning bukilishiga, burkulishiga yoki noto'g'ri joylashishiga sabab bo'ladi; bu esa yakuniy filtr pleytlarining struktural integritetini buzishi mumkin. Shu sababli, aniq taranglikni sozlash quyidagi o'lchamlarning aniqligini saqlash uchun asosiy omil hisoblanadi.
Yuqori darajali HEPA havo filtri apparatlari dizayni ko'pincha real vaqtda media qalinligi va o'ralgan diametriga qarab avtomatik ravishda valchik bosimini sozlaydigan servodvigatel bilan boshqariladigan g'altaklanish qilish tizimlarini o'z ichiga oladi. Bunday avtomatlashtirish darajasi operatorning qo'llanishi darajasini kamaytiradi va uzoq ishlab chiqarish jarayonlari davomida oziqlantirish tezligini barqaror tutadi, bu esa filtr materialining bir xilligini saqlash uchun juda muhim.
Materialni tekislash va yon tomonlarni yo'naltirish
Media HEPA havo filtri apparatiga oziqlantirila boshlaganda, yon tomonlarni yo'naltirish tizimi uning mutlaqo to'g'ri chiziqli yo'nalishda harakatlanishini ta'minlaydi. Hatto kichik yon siljishlar ham nozik qiyshaytirishga sabab bo'ladi, bu esa yakuniy mahsulotda havo oqimi taqsimoti hamda zarrachalarni ushlash samaradorligiga ta'sir qiladi.
Chet sensorlari, odatda ultratovush yoki fotosensor texnologiyasidan foydalanadi, media pozitsiyasini doimiy ravishda qo‘yilgan referent nuqtaga nisbatan kuzatib boradi. Og‘ish aniqlanganda, pnevmatik yoki dvigatelli yo‘nalish reykalari media yo‘lini haqiqiy vaqtda to‘g‘rilaydi. Bu komponent ko‘pincha e'tiborga olinmaydi, lekin uning vazifasi — keyingi bosqichda hosil bo‘ladigan har bir pleytning o‘lchamlarini doimiy ravishda saqlashdir.
Pleytlanish bloki
Aylanuvchi pleytlanish pichaklari va bukuv qo‘llari
Pleytlanish bloki — hech bo‘lmaganda HEPA havo filtri apparati uchun eng mexanik jihatdan murakkab komponentdir. Uning vazifasi — tekis shisha tolali media ni aniq uzunlikdagi (pitch) va chuqurlikdagi akkordeon uslubidagi pleytlarga bukuvishdir; bu esa yakuniy HEPA filtri uchun samarali filtratsiya sirt maydonini belgilaydi. Pleytlanish pichaklari yoki bukuv qo‘llari juda yuqori takrorlanuvchan aniqlikda ishlashi kerak, chunki bukuv chuqurligi yoki oraliqlaridagi istalgan o‘zgarish filitr qarshiligi va samaradorlik darajasiga bevosita ta'sir qiladi.
Aylanuvchi pichoq tizimlari har bir qoʻzgʻolonni yaratish uchun bir-biriga qarama-qarshi aylanadigan kamerali pichoqlardan foydalanadi, shu bilan birga, qaytuvchi qoʻl tizimlari esa qavatlarni ketma-ket shakllantirish uchun tebranuvchi plastinkalardan foydalanadi. Ishlab chiqarish liniyasi uchun tanlangan GEPV havo filtri apparati turiga koʻpincha istalgan qavat orasidagi masofa (pleat pitch), filtr chuqurligi va filtr materialining qattiqlik darajasi taʼsir qiladi. GEPV qoʻllanilishida ishlatiladigan shisha tolali materiallar tolalar tuzilishida mikro-yorilishlarga yoʻl qoʻymaslik uchun ayniqsa boshqariladigan qavatlash kuchi talab qiladi.
Qavatlash blokining tezligi ham umumiy apparat quvvatini belgilovchi omildir. Yuqori tezlikdagi tizimlar oziq-ovqat beruvchi valflar, kleyni qoʻllash moduli va kesish stansiyasi oʻrtasida aniqroq sinxronizatsiyani talab qiladi. Yaxshi loyihalangan GEPV havo filtri apparati barcha harakatlanuvchi birliklarni bir vaqtda boshqaruvchi markaziy dasturlanuvchi mantiq kontrolleri (PLC) orqali ushbu sinxronizatsiyani saqlaydi.
Ajratgichni joylashtirish mexanizmi
Yuqori samaradorlikli yoki sanoat darajasidagi HEPA filtrlarini ishlab chiqarishda filtrning xizmat ko'rsatish muddati davomida pleytlar orasidagi masofa doimiy qolishi uchun pleytlar orasiga qattiq ajratgichlar joylashtiriladi. HEPA havo filtri apparatidagi ajratgichlarni avtomatik ravishda joylashtirish mexanizmi bu jarayonni har bir pleyt sikli bilan sinxron ravishda oldindan kesilgan alyuminiy folga yoki issiq eritma shaklidagi ajratgichlarni uzatish orqali avtomatlashtiradi.
Ajratgich havo oqimini filtrning butun yuzasiga teng taqsimlashni ta'minlaydi, ya'ni u qisqargan yoki siqilgan pleyt qismlaridan o'tish o'rniga. Avtomatik ajratgichlarni joylashtirish mexanizmiga ega apparatlar odatda geometrik barqarorlik mutlaqo zarur bo'lgan filtrlar banki darajasidagi yoki me'yorida muhim muhitlar uchun ishlatiladigan HEPA filtrlarini ishlab chiqarishda qo'llaniladi. Bu mexanizm mexanik murakkablikni qo'shadi, lekin natijada hosil bo'ladigan filtrning tijorat qiymati hamda ishlash darajasi sezilarli darajada oshadi.
Yopishqoq modda bilan biriktirish tizimi
Issiq eritma yopishqoq moddasini qo'llash bloki
Yopishqoq modda bilan biriktirish tizimi — bu apparatdagi eng operatsion jihatdan nozik komponentlardan biridir. hEPA havo filtri apparati uning asosiy vazifasi — filtr strukturasini biriktirish va foydalanish davrida pleytlar siljimaslikka oldini olish uchun pleyt chegaralari yoki ajratgich interfeyslari bo'ylab aniq issiq eritilgan kleyni (hot melt adhesive) chizig'i shaklida qo'llashdir. Kleyn qo'llash sifati va doimiylik darajasi filtrlarning chidamliligi hamda uzoq muddatli ishlash ko'rsatkichlariga to'g'ridan-to'g'ri ta'sir qiladi.
Kleynli qurilma odatda isitiladigan rezervuar, aniq doshlab beruvchi klapan va pleytlanish sikliga mos ravishda kleyn chizig'ini joylashtiruvchi nozullardan iborat. Kleyn idishining haroratini boshqarish juda muhim, chunki harorat tebranishlari tufayli kleynning namoyishi (viskoziteti) o'zgarib ketadi va bu chiziq kengligi, kirish chuqurligi hamda birikma mustahkamligini o'zgartiradi. Zamonaviy HEPA havo filtri apparatlari yopiq konturli harorat boshqaruv tizimlaridan foydalanib, kleynni optimal qo'llash diapazonida saqlaydi.
Tugun kalibrlash — yana bir muhim parametr. Nozullarning noto'g'ri sozlanishi yopishqoq moddaning filtratsiya sirtiga, balki strukturalik interfeysga emas, qo'yilishiga olib keladi, bu esa havo oqim yo'llarini to'sib qo'yadi va sun'iy ravishda filtr qarshiligini oshiradi. Ishlab chiqarish darajasidagi HEPA havо filtr uskunasida doimiy nozul tekshiruvi va avtomatlashtirilgan joylashuv naqshini kuzatish standart xususiyatlardir.
Quritish va qotish zonasi
Yopishqoq modda qo'llanilgandan keyin, biriktirilgan filtr elementi yopishqoq moddaning qattiq shaklga kelib, to'liq birikish kuchiga erishishi uchun quritish zonasidan o'tishi kerak. HEPA havо filtr uskunasining bu qismi odatda boshqariladigan sovutish kanalidan foydalanadi, ba'zan esa plechtarning geometriyasini buzib yuboradigan issiqlik kuchlanishini keltirib chiqarmasdan qotishni tezlashtirish uchun past hajmli havo oqimi bilan yordam beriladi.
Quritish zonasining uzunligi va harorat profili kleyn formulasi hamda ish chizig'i tezligiga moslashtirilishi kerak. Agar biriktirish keyingi mexanik operatsiyadan — masalan, kesish yoki ramkaga o'ralishdan — oldin yetarli mustahkamlikka erisha olmasa, filtr tuzilmasi siljishi mumkin, bu esa o'lchamlarga mos kelmaslikka sabab bo'ladi. Shu sababli, quritish zonasini to'g'ri loyihalash yuqori tezlikdagi HEPA havo filtri apparatlarida mahsulotning doimiy sifatini saqlash uchun juda muhim.
Kesish va O'lchamlash Stansiyasi
Avtomatik Uzunlik Kesish Qurilmasi
Plekatlangan va biriktirilgan filtr materiali quritish zonasidan chiqqandan so'ng, u talab qilinayotgan filtr uzunligiga kesilishi kerak. HEPA havo filtri apparatidagi kesish stansiyasi doimiy plekatlangan chiqishni belgilangan o'lchamdagi alohida filtr elementlariga bo'lish uchun nayza usulidagi pichoq, aylanuvchi pichoq yoki ultratovushli kesgichdan foydalanadi. Kesish aniqligi juda muhim, chunki HEPA filtrlari atrofida o'tish (bypass) oqimi yuzaga kelmasligi uchun ular o'rnatiladigan ramkalarga aniq mos kelishi kerak.
Kesish uzunligi chiziqli kodlovchi yoki pozitsion sensor bilan hamkorlikda avtomatik boshqaruv qurilmasi (PLC) tomonidan nazorat qilinadi; bu sensor media harakat masofasini referent nuqtadan boshlab kuzatib boradi. Zamonaviy HEPA havo filtri apparatlari modellarida operatorlar maqsadli kesish uzunligini ekranli interfeys orqali kiritishlari mumkin va tizim avtomatik ravishda pichoq ishlash vaqtini moslashtiradi. Bu imkoniyat mexanik qayta sozlashsiz turli xil filtrlar o'lchamlari orasida tez o'tishni ta'minlaydi.
Pichoqni texnik xizmat ko'rsatish — ko'pincha e'tibordan qoladigan, lekin juda muhim omil. Qotiq kesuvchi yuzi fiberglass plyutlarini tozalik bilan kesib o'tmasdan, ularni siqib yuboradi; bu esa kesilgan yuzda tolali ifloslanishga va oxirgi plyutda strukturalik bog'lanishning zaiflanishiga sabab bo'ladi. Pichoqlarni rejalashtirilgan tartibda almashtirish — istalgan ishlab chiqarish HEPA havo filtri apparatida standart texnik xizmat ko'rsatish talabi hisoblanadi.
Yopish va ramka integratsiyasi
Ko'p hollarda kesish stansiyasidan keyin filtr yig'ilishini yakunlaydigan yopishqoq qatlam yoki ramka qo'yish qurilmasi keladi. Bu stansiya kesilgan filtr elementining atrofiga ikkinchi qatlam yopishqoq modda yoki kleyni qo'llaydi va uni metall, yog'och yoki polimer ramkaga joylashtiradi. Filtr materiali va ramka o'rtasidagi germetiklik — HEPA filtrini ishlab chiqarishda eng muhim strukturaviy nuqtalardan biridir, chunki istalgan bo'shliq filtr materialidan o'tmagan havoning o'tishiga imkon beradi.
Integrirovannangan ramka qo'yish funksiyasiga ega bo'lgan HEPA havo filtri apparati ishlab chiqarish jarayonida qo'l bilan bajariladigan amallar sonini sezilarli darajada kamaytiradi, bu esa mehnat xarajatlarini va stansiyalar o'rtasida uzatish paytida kontaminatsiya yoki shikastlanish xavfini kamaytiradi. Avtomatlashtirilgan ramka joylashtirish va siqish tizimlari filtrni sifat tekshiruvi davomida o'tkaziladigan sivirish sinovlarining natijalariga to'g'ridan-to'g'ri ta'sir qiluvchi doimiy yopishqoq moddaning siqilish chuqurligini ta'minlash uchun sozlanishi mumkin.
Boshqaruv tizimi va avtomatlashtirish arxitekturasi
Dasturlanuvchi mantiqiy boshqaruv qurilmasi va odam-mashina interfeysi
Boshqaruv tizimi — HEPA havo filtri apparati ishining asosiy miyasi. Dasturlanuvchi mantiqiy boshqaruv qurilmasi (PLC) apparatdagi barcha mexanik va termik pastki tizimlarni koordinatsiya qiluvchi vaqt, ketma-ketlik hamda teskari aloqa konturlarini boshqaradi. PLC servoprivodlar, sensorlar massivi, isitish boshqaruv qurilmalari va pnevmatik klapanlar bilan aloqada bo'lib, barcha ish stansiyalarida bir vaqtda sinxron ishlashni ta'minlaydi.
Odam-mashina interfeysi (HMI) odatda rangli ekranli dotiq ekranga ega paneldan iborat bo'lib, operatorlarga ishlab chiqarish parametrlarini sozlash, haqiqiy vaqtda holat ko'rsatkichlarini kuzatish va xatoliklar bo'yicha diagnostika ma'lumotlariga kirish imkonini beradi. Sanoat darajasidagi HEPA havo filtri apparatlari o'rnatilgan joylarda turli filtrlar modellariga mos keladigan parametr to'plamlari nomlangan dasturlar sifatida saqlanadi va mahsulot almashtirilganda darhol chaqirilishi mumkin, bu esa qo'lda qayta kalibrlash uchun ketadigan vaqtni yo'q qiladi.
Ma'lumotlarni yozib olish imkoniyatlari zamonaviy HEPA havo filtri apparatlari boshqaruv tizimlarida tobora standartga aylanmoqda. Ishlab chiqarish soni, xatoliklar tarixi, kleyn temperaturasi tendensiyalari va kesish sikli vaqtlari barchasi sifatni ta'minlash hisobotlari va bashorat qiluvchi texnik xizmat ko'rsatish rejalarini tuzish uchun yozib olinadi va eksport qilinadi. Jarayonni kuzatish va izchillikni ta'minlash darajasi farmatsevtika ishlab chiqarish va toza xona qurilishi kabi tartibga solinadigan sohalarda mijoz talabi sifatida shakllanmoqda.
Xavfsizlik tizimlari va xatoliklarni aniqlash
Ishlab chiqarish HEPA havo filtri apparati operator va uskunani himoya qilish uchun bir nechta xavfsizlik tizimlarini o'z ichiga olmoqda. Favqulodda to'xtatish elektr zanjirlari, harakatlanuvchi stansiyalarda yorug'lik pardalari va pnevmatik tizimlarda bosimni chiqarish klapanlari barchasi standart himoya xususiyatlari hisoblanadi. Kleynni isitish tizimida issiqlikning nazoratsiz oshib ketishini oldini olish ayniqsa muhimdir, chunki qizigan termokleyn olov xavfini keltirib chiqarishi va filtr materialini uzatish mexanizmini shikastlashi mumkin.
PLC ichidagi nosozlikni aniqlash mantiqasi media qo‘zg‘alishi signallarini, yopishqoq moddaning bosimining keskin oshishi bilan ko‘rsatiladigan sochiluvchi teshiklarining to‘sqinligi yoki kesish uzunligining tolereansi chegaralaridan tashqari chetlanishi kabi diapazondan tashqari sharoitlarni nazorat qiladi. Nosozlik aniqlanganda tizim avtomatik ravishda to‘xtaydi, voqeani qayd etadi va operatorga to‘g‘ri tuzatish harakatlari ketma-ketligini boshqarish uchun diagnostik kodni ko‘rsatadi. Bu rejalashtirilmagan to‘xtash vaqtlarini kamaytiradi hamda qayta ishlash yoki yo‘q qilish talab qiladigan mos kelmaydigan filtrlarning ishlab chiqarilishini oldini oladi.
Tez-tez so'raladigan savollar
HEPA havo filtri apparatida qanday turdagi media ishlatiladi?
Eng ko'p uchraydigan HEPA havo filtri apparatlari odatda borosilikat shisha tolali materiallarni qayta ishlash uchun mo'ljallangan bo'ladi, bu materiallar odatda shisha tolali HEPA materiallari deb ataladi. Bu material 0,3 mikron diametridagi zarralarning HEPA darajasidagi ushlab qilish samaradorligini (odatda 0,3 mikron diametrida 99,97%) ta'minlash uchun kerakli sub-mikron tolali tuzilmani beradi. Ba'zi apparatlar sintetik tolali materiallarni ham qayta ishlashi mumkin, lekin bu holda taranglik, pleyt kuchi va yopishqoq modda parametrlari uchun mexanik sozlamalar mos ravishda o'zgartirilishi kerak.
HEPA havo filtri apparati yuqori tezlikda pleytlarning bir xilligini qanday saqlaydi?
HEPA havo filtri apparati pleytlarning bir xilligini sinkronlashtirilgan servomotor boshqaruvi, pozitsion kodlaychilardan keluvchi yopiq konturli foydalanuvchi javobi va real vaqtda taranglikni tartibga solish orqali ta'minlaydi. Ishlab chiqarish tezligi oshganda, PLC dasturiy ta'minotda belgilangan filtr spetsifikatsiyasiga mos ravishda har bir pleytni bir xil g'ildirak uzunligi va chuqurligida saqlash uchun qirqish qoshiqchasining vaqti, yopishqoq moddaning chiqarilish chastotasi va qo'zg'atish qo'li tezligini dinamik ravishda sozlaydi.
HEPA havo filtri apparati uchun qanday texnik xizmat ko'rsatish muddatlari odatda qo'llaniladi?
HEPA havo filtri apparati uchun texnik xizmat ko'rsatish jadvali odatda nozullardagi yog'och qoldiqlarini va kesuvchi pichak holatini kunlik tekshirishni, kleylar rezervuarini va g'ildiraklarni haftalik tozalashni, shuningdek, kamerali qo'zg'atiladigan qo'zg'atish mexanizmlari va servoperevodlar qutisini oylik moylashni o'z ichiga oladi. Tezlik ishlab chiqarish hajmi va material turi bilan belgilanadi, lekin doimiy oldini olish maqsadida amalga oshiriladigan texnik xizmat ko'rsatish — uzoq muddatli o'lchovlar aniqligini saqlash va rejasiz to'xtashlarni minimal darajada kamaytirishning asosiy omilidir.
Bitta HEPA havo filtri apparati bir nechta filtrlar o'lchamini ishlab chiqarishi mumkinmi?
Ha, aksariyat zamonaviy HEPA havo filtri apparatlari PLCda saqlanadigan dasturlanuvchi parametr to'plamlari orqali ko'p formatli ishlab chiqarishni qo'llab-quvvatlaydi. Operatorlar mos dasturni yuklab, yo'nalish reykalari yoki nozullarning o'rnatilish pozitsiyalariga kichik mexanik sozlamalar kiritib, turli xil filtr uzunliklari, pleyt chuqurligi va ajratgich orasidagi masofalarga o'tishlari mumkin. Moslashuvchanlik darajasi apparatning dizayn doirasiga bog'liq, shu sababli uskunani sotib olishdan oldin talab qilinadigan filtr o'lchamlari diapazonini aniq ko'rsatish tavsiya etiladi.
Mundarija
- Media qayta ishlashi va uzatish tizimi
- Pleytlanish bloki
- Yopishqoq modda bilan biriktirish tizimi
- Kesish va O'lchamlash Stansiyasi
- Boshqaruv tizimi va avtomatlashtirish arxitekturasi
-
Tez-tez so'raladigan savollar
- HEPA havo filtri apparatida qanday turdagi media ishlatiladi?
- HEPA havo filtri apparati yuqori tezlikda pleytlarning bir xilligini qanday saqlaydi?
- HEPA havo filtri apparati uchun qanday texnik xizmat ko'rsatish muddatlari odatda qo'llaniladi?
- Bitta HEPA havo filtri apparati bir nechta filtrlar o'lchamini ishlab chiqarishi mumkinmi?