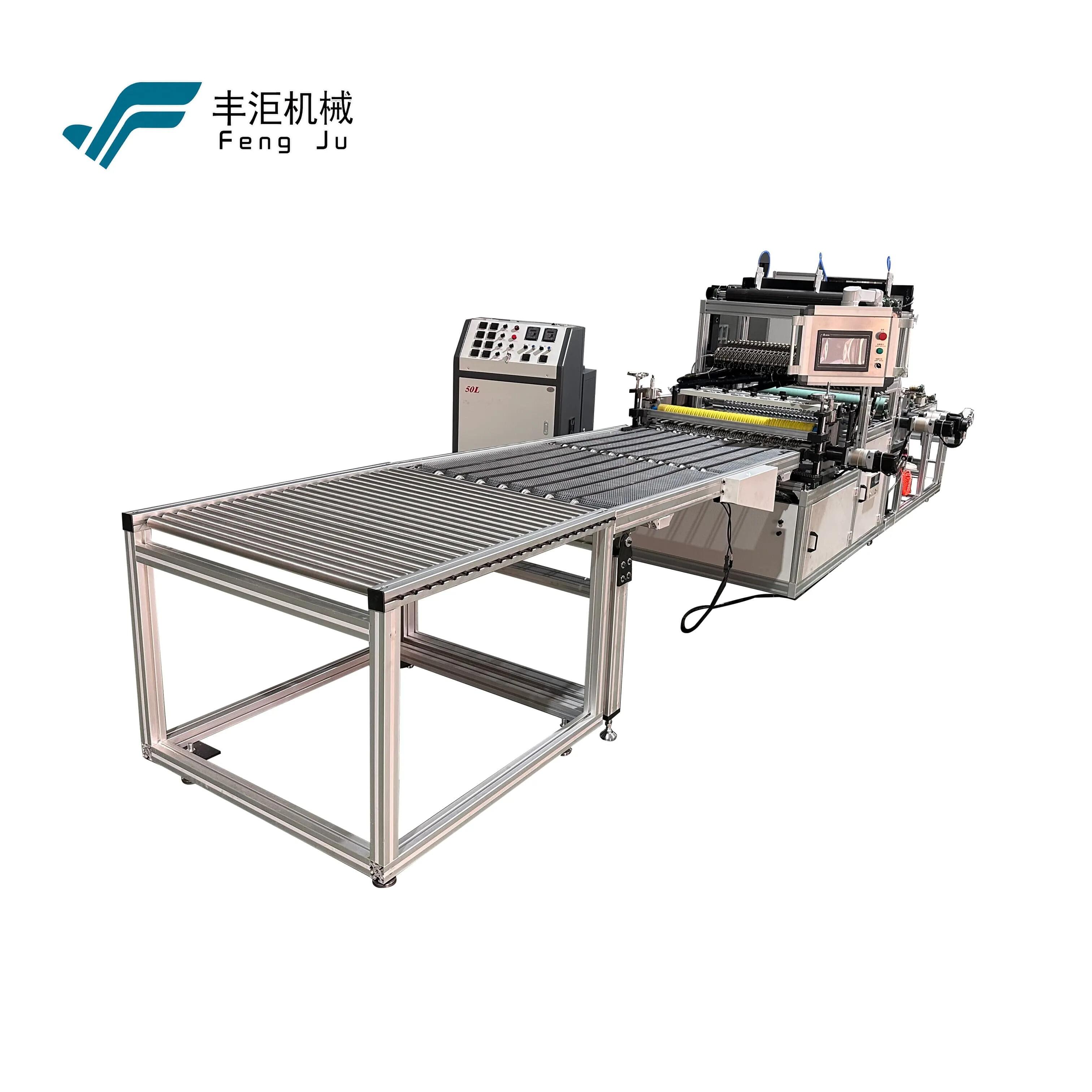
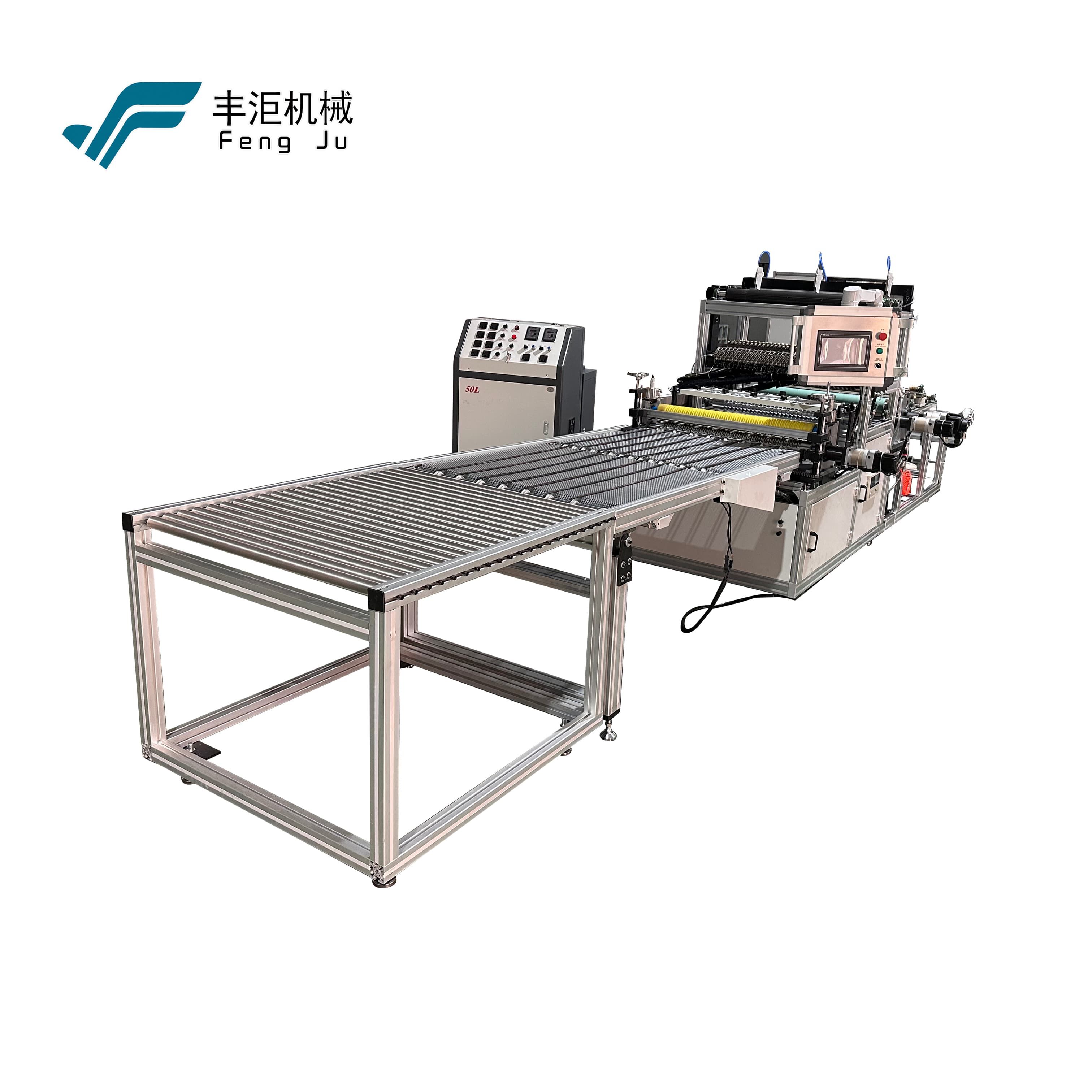
А машина для виготовлення повітряних фільтрів класу HEPA є складним промисловим обладнанням, призначеним для виготовлення фільтрів високої ефективності для очищення повітря від частинок із високою точністю, стабільністю та швидкістю. Розуміння складу цієї машини є обов’язковим для всіх, хто займається виробництвом фільтрів, контролем якості, закупівлями або проектуванням виробничих ліній. Від блоку подачі сировинного скловолоконного фільтрувального матеріалу до остаточних механізмів нанесення клею та згинання — кожен компонент відіграє критичну й взаємопов’язану роль у забезпеченні якості готової продукції та продуктивності роботи обладнання.
Зростаючий у всьому світі попит на рішення для очищення повітря прискорив впровадження автоматизованих систем машин для виготовлення фільтрів HEPA на виробничих потужностях у широкому спектрі галузей, зокрема в сфері охорони здоров’я, електроніки, фармацевтики та систем опалення, вентиляції та кондиціювання повітря (HVAC). Оскільки вимоги до технічних характеристик фільтрів стають дедалі жорсткішими, внутрішня архітектура цих машин також має відповідати не менш вимогливим стандартам. У цій статті розглядаються основні компоненти машини для виготовлення фільтрів HEPA, пояснюється призначення кожної частини та те, як вони спільно забезпечують виробництво фільтрів класу HEPA, що відповідають міжнародним стандартам фільтрації.
Система обробки та подачі фільтруючого матеріалу
Механізм розмотування та натягнення
Система обробки фільтрувального матеріалу є початковою точкою будь-якого пристрою для виготовлення HEPA-фільтрів. Вона керує рулоном сировинного фільтрувального матеріалу зі скловолокна — основного фільтрувального матеріалу, що використовується в HEPA-фільтрах. Блок розмотування тримає рулон матеріалу на валику й забезпечує його безперервну подачу в машину без розривів або розтягнення цього ніжного матеріалу.
Механізм натягу працює паралельно з блоком розмотування, щоб забезпечити стабільну та контрольовану швидкість подачі фільтрувального матеріалу. За відсутності адекватного контролю натягу матеріал ізі скловолокна може деформуватися, зморщуватися або зміщуватися, що призводить до порушення структурної цілісності готових гофр фільтра. Тому точне регулювання натягу є фундаментальним для підтримання розмірної точності на подальших етапах виробництва.
Сучасні конструкції машин для виготовлення HEPA-повітряних фільтрів часто включають сервоприводні системи зворотного зв’язку за натягом, які автоматично регулюють тиск на ролики на основі поточної товщини фільтрувального матеріалу та діаметра рулону. Такий рівень автоматизації зменшує втручання оператора й забезпечує стабільну швидкість подачі протягом тривалих виробничих циклів, що є критичним для підтримання однорідності фільтрувального матеріалу.
Вирівнювання матеріалу та керування його краєм
Після початку подачі матеріалу в машину для виготовлення HEPA-повітряних фільтрів система керування краєм забезпечує його рух строго по прямолінійній траєкторії. Навіть незначні бічні відхилення можуть призвести до нерівномірного складання, що впливає як на розподіл повітряного потоку, так і на ефективність уловлювання частинок у готовому продукті.
Датчики краю, як правило, що використовують ультразвукову або фотосенсорну технологію, безперервно контролюють положення матеріалу відносно фіксованої опорної точки. Після виявлення відхилення пневматичні або моторизовані направляючі рейки коригують траєкторію руху матеріалу в реальному часі. Цей компонент часто недооцінюється, однак саме він забезпечує розмірну узгодженість кожної складки, що формується на подальших етапах.
Блочок для формування складок
Роторні ножі для формування складок і складальні важелі
Блочок для формування складок, ймовірно, є найбільш механічно складним компонентом будь-якого обладнання для виготовлення HEPA-фільтрів для повітря. Його призначення — згинати плоский скловолоконний матеріал у гармошкоподібні складки певного кроку й глибини, що визначає ефективну площу фільтруючої поверхні готового HEPA-фільтра. Ножі для формування складок або складальні важелі мають працювати з високою повторюваною точністю, оскільки будь-які відхилення в глибині або відстані між складками безпосередньо впливають на опір і ефективність фільтра.
Системи з обертальними лезами використовують набір контр-обертових кулачкових лез для створення кожного згину, тоді як системи з поворотними важелями використовують коливальні пластини для послідовного утворення складок. Тип машини для виготовлення HEPA-фільтрів, обраний для виробничої лінії, часто залежить від бажаного кроку складок, глибини фільтра та жорсткості фільтрувального матеріалу. Скловолокнистий матеріал, що використовується в HEPA-застосуваннях, потребує особливо точно контролюваної сили згинання, щоб уникнути мікроподривів у структурі волокон.
Швидкість гофрувальної одиниці також є визначальним чинником загальної продуктивності машини. Системи з підвищеною швидкістю вимагають більш точної синхронізації між подавальними роликами, модулем нанесення клею та різальним пристроєм. Добре спроектована машина для виготовлення HEPA-фільтрів забезпечує таку синхронізацію за допомогою центрального програмованого логічного контролера, який одночасно керує всіма рухомими вузлами.
Механізм вставки розділювача
У високопродуктивних або промислових HEPA-фільтрах жорсткі розділювачі вставляються між складками, щоб забезпечити сталу відстань між ними протягом усього терміну експлуатації фільтра. Механізм вставки розділювачів на машині для виготовлення HEPA-повітряних фільтрів автоматизує цей процес, подаючи попередньо нарізану алюмінієву фольгу або розділювачі у вигляді гарячоклеєвих бусин синхронно з кожним циклом утворення складок.
Розділювач забезпечує рівномірний розподіл повітряного потоку по всій площині фільтра, а не його концентрацію в зруйнованих або стиснутих ділянках складок. Машини з автоматичною вставкою розділювачів зазвичай використовуються для виробництва фільтрів класу filterbank або HEPA-фільтрів для критичних середовищ, де геометрична стабільність є обов’язковою вимогою. Цей механізм збільшує механічну складність, але суттєво підвищує комерційну цінність та клас продуктивності виготовленого фільтра.
Система склеювання та з’єднання
Блок нанесення гарячоклею
Система склеювання є одним із найбільш чутливих до експлуатації компонентів у машина для виготовлення повітряних фільтрів класу HEPA його основна функція — нанесення термоклейового клею у вигляді точних ниток вздовж країв складок або меж розділювачів для з’єднання структури та запобігання зміщенню складок під час експлуатації. Якість і стабільність нанесення клею безпосередньо впливають на довговічність фільтра та його ефективність у тривалій експлуатації.
Клеювальна одиниця, як правило, складається з нагрівального резервуару, прецизійного дозувального клапана та насадок, що наносять клейові нитки синхронно з циклом утворення складок. Регулювання температури в резервуарі з клеєм є критичним, оскільки зміни в’язкості, спричинені коливаннями температури, можуть змінювати ширину клейової нитки, глибину проникнення та міцність з’єднання. Сучасні системи нанесення клею в машинах для виготовлення HEPA-фільтрів використовують контурні регулятори температури замкненого типу для підтримання клею в оптимальному діапазоні температур для нанесення.
Калібрування сопел — ще один важливий параметр. Неправильне вирівнювання сопел може призвести до того, що клей буде наноситися на фільтрувальну поверхню замість структурного інтерфейсу, що блокує шляхи руху повітря й штучно збільшує опір фільтра. Регулярний огляд сопел та автоматичний моніторинг патерну нанесення є стандартними функціями у виробничих установках для виготовлення HEPA-повітряних фільтрів.
Зона затвердіння та застигання
Після нанесення клею склеєний фільтрувальний елемент має пройти через зону затвердіння, де термоклей затвердіває й досягає повної міцності з’єднання. Ця частина машини для виготовлення HEPA-повітряних фільтрів, як правило, використовує контрольований канал охолодження, іноді з додатковим обдувом повітрям невеликого об’єму, щоб прискорити застигання без виникнення теплового напруження, яке могло б спотворити геометрію складок.
Довжина та температурний профіль зони затвердіння мають бути узгоджені з формулою клею та швидкістю роботи виробничої лінії. Якщо з’єднання не набуває достатньої міцності до наступної механічної операції — наприклад, різання або рамування — конструкція фільтра може зміститися, що призведе до невідповідності розмірів. Тому правильне проектування зони затвердіння є ключовим чинником забезпечення стабільності якості продукції під час високошвидкісної роботи машини для виготовлення HEPA-повітряних фільтрів.
Станція різання та підгонки за розміром
Автоматична установка для різання за довжиною
Після того як гофрований і склеєний фільтрувальний матеріал виходить із зони затвердіння, його необхідно порізати на потрібну довжину фільтра. Станція різання на машині для виготовлення HEPA-повітряних фільтрів використовує ножі-гільйотини, обертальні ножі або ультразвукові різаки для поділу безперервного гофрованого полотна на окремі фільтрувальні елементи заданих розмірів. Точність різання є критично важливою, оскільки HEPA-фільтри повинні точно вписуватися в свої монтажні рами, щоб запобігти обходу повітря та витокам.
Довжина різання контролюється ПЛК машини у взаємодії з лінійним енкодером або датчиком положення, який відстежує відстань переміщення матеріалу від опорної точки. У сучасних моделях машин для виготовлення фільтрів HEPA оператори можуть вводити бажану довжину різання через інтерфейс сенсорного екрана, а система автоматично коригує момент спрацювання ножа відповідно до цього. Ця функція дозволяє швидко змінювати налаштування між різними специфікаціями розмірів фільтрів без механічної переналагодки.
Обслуговування леза — це часто недооцінюваний, але критично важливий фактор. Тупе лезо може не розрізати, а стиснути скловолоконні гофри, що призводить до забруднення волокнами на поверхні розрізу та ослаблює структурне з’єднання на кінцевій гофрі. Регламентна заміна леза є стандартною вимогою технічного обслуговування будь-якої виробничої машини для фільтрів HEPA.
Ущільнення кромок та інтеграція рами
У багатьох виробничих конфігураціях за різальним модулем слідує блок герметизації кромок або рамування, який завершує збірку фільтра. Цей модуль наносить додаткову смугу герметика або клею по периметру вирізаного фільтрувального елемента й розміщує його всередині металевої, дерев’яної або полімерної рами. З’єднання між фільтрувальним матеріалом і рамою є одним із найважливіших структурних елементів при виготовленні фільтрів HEPA, оскільки будь-яка щілина може дозволити неочищеному повітрю повністю обходити фільтрувальний матеріал.
Машина для виготовлення повітряних фільтрів HEPA з інтегрованою функцією рамування значно скорочує кількість ручних операцій, необхідних у виробничому процесі, що зменшує витрати на робочу силу та ризик забруднення чи пошкодження під час переміщення між робочими станціями. Автоматизовані системи розміщення рами та пресування можна налаштувати для досягнення сталого ступеня стиснення герметика, що безпосередньо впливає на результати тестування фільтрів на герметичність під час контролю якості.
Система керування та архітектура автоматизації
Програмований логічний контролер і інтерфейс «людина-машина»
Система керування є робочим мозком машини для очищення повітря за допомогою HEPA-фільтрів. Програмований логічний контролер керує часовими параметрами, послідовністю операцій та контурами зворотного зв’язку, які координують роботу всіх механічних і теплових підсистем усередині машини. ПЛК взаємодіє з сервоприводами, наборами датчиків, контролерами нагріву та пневматичними клапанами, забезпечуючи синхронну роботу всіх робочих станцій одночасно.
Інтерфейс «людина-машина» зазвичай складається з кольорового сенсорного екрану, що дозволяє операторам встановлювати параметри виробництва, спостерігати за індикаторами поточного стану в реальному часі та отримувати доступ до діагностики несправностей. У виробничих установках машин для очищення повітря за допомогою HEPA-фільтрів набори параметрів для різних моделей фільтрів можна зберігати як іменовані програми й негайно викликати їх, що усуває потребу в ручній рекалібруванні під час зміни продукції.
Функції реєстрації даних усе частіше стають стандартними для сучасних систем керування машинами для виготовлення HEPA-повітряних фільтрів. Можна реєструвати та експортувати дані про кількість виготовлених виробів, історію несправностей, температурні тенденції клею та тривалість циклів різання для звітності щодо забезпечення якості та планування прогнозного технічного обслуговування. Такий рівень відстежуваності процесу стає вимогою замовників у регульованих галузях, наприклад, у фармацевтичному виробництві та будівництві чистих приміщень.
Системи безпеки та виявлення несправностей
Виробнича машина для виготовлення HEPA-повітряних фільтрів повинна мати кілька систем безпеки для захисту як оператора, так і обладнання. До стандартних захисних засобів належать аварійні кнопки зупинки, світлові завіси на рухомих ділянках та клапани зниження тиску в пневматичних системах. Особливо важливо запобігати тепловому розбіженню в системі нагріву клею, оскільки перегрітий гарячий клей може спричинити пожежу та пошкодити механізм подачі фільтрувального матеріалу.
Логіка виявлення несправностей у програмованому логічному контролері (PLC) відстежує умови, що виходять за межі допустимого діапазону, наприклад сигнали заклинювання матеріалу від датчиків натягу, забивання сопла, про що свідчать різкі стрибки тиску клею, або відхилення довжини розрізу за межі допусків. Після виявлення несправності система автоматично зупиняється, реєструє подію та відображає діагностичний код, щоб керувати оператором під час виконання процедур усунення несправності. Це скорочує незаплановані простої та запобігає виробництву некондиційних фільтрів, які інакше потребували б доопрацювання або утилізації.
Часті запитання
Який тип матеріалу використовується в машині для виготовлення HEPA-повітряних фільтрів?
Більшість машин для виготовлення повітряних фільтрів з HEPA-фільтруючим елементом розроблено для обробки середовища з боросилікатного скловолокна, яке зазвичай називають скловолоконним HEPA-середовищем. Цей матеріал забезпечує структуру волокон менше одного мікрона, необхідну для досягнення ефективності затримки частинок на рівні HEPA (зазвичай 99,97 % при розмірі 0,3 мікрона). Деякі машини також можуть обробляти синтетичне волокнисте середовище, але в цьому випадку необхідно відповідним чином скоригувати механічні параметри: натяг, зусилля гофрування та параметри клею.
Як машина для виготовлення повітряних фільтрів з HEPA-фільтруючим елементом забезпечує узгодженість гофр при високих швидкостях?
Машина для виготовлення повітряних фільтрів з HEPA-фільтруючим елементом забезпечує узгодженість гофр за рахунок синхронізованого керування сервоприводами, замкненої системи зворотного зв’язку від позиційних енкодерів та регулювання натягу в реальному часі. Під час збільшення швидкості виробництва ПЛК динамічно коригує момент спрацювання різального інструменту, частоту подачі клею та швидкість руху складальних важелів, щоб кожен гофр мав однаковий крок і глибину, як визначено в програмному специфікаційному описі фільтра.
Які інтервали технічного обслуговування є типовими для машини для виготовлення повітряних фільтрів з HEPA-фільтруванням?
Графік технічного обслуговування машини для виготовлення повітряних фільтрів з HEPA-фільтруванням, як правило, передбачає щоденний огляд осаду на соплах та стану різального леза, щотижневе очищення резервуара для клею та роликів натягу, а також щомісячне змащування плісувальних механізмів з кулачковим приводом та сервоприводів редукторів. Частота обслуговування залежить від обсягу виробництва та типу матеріалу, однак регулярне профілактичне обслуговування є головним чинником забезпечення тривалої точності розмірів і мінімізації незапланованих простоїв.
Чи може одна машина для виготовлення повітряних фільтрів з HEPA-фільтруванням виробляти фільтри різних розмірів?
Так, більшість сучасних моделей машин для виготовлення фільтрів HEPA підтримують багатоформатне виробництво за допомогою програмованих наборів параметрів, збережених у ПЛК. Оператори можуть перемикатися між різними довжинами фільтрів, глибиною складок та кроком розділювачів, завантажуючи відповідну програму й вносячи незначні механічні коригування положення направляючих рейок або сопел. Ступінь гнучкості залежить від діапазону конструктивних можливостей машини, тому перед закупівлею обладнання настоятельно рекомендується визначити потрібний діапазон розмірів фільтрів.
Зміст
- Система обробки та подачі фільтруючого матеріалу
- Блочок для формування складок
- Система склеювання та з’єднання
- Станція різання та підгонки за розміром
- Система керування та архітектура автоматизації
-
Часті запитання
- Який тип матеріалу використовується в машині для виготовлення HEPA-повітряних фільтрів?
- Як машина для виготовлення повітряних фільтрів з HEPA-фільтруючим елементом забезпечує узгодженість гофр при високих швидкостях?
- Які інтервали технічного обслуговування є типовими для машини для виготовлення повітряних фільтрів з HEPA-фільтруванням?
- Чи може одна машина для виготовлення повітряних фільтрів з HEPA-фільтруванням виробляти фільтри різних розмірів?