
ในการผลิตอุตสาหกรรมสมัยใหม่ ประสิทธิภาพในการดำเนินงานมักไม่ได้ถูกกำหนดโดยปัจจัยเดียวเท่านั้น แต่เป็นผลรวมจากกระบวนการที่แม่นยำ อุปกรณ์ที่เชื่อถือได้ คุณภาพของผลผลิตที่สม่ำเสมอ และเวลาหยุดทำงานที่น้อยที่สุด ท่ามกลางสินทรัพย์การผลิตหลายประเภทที่มีส่วนร่วมต่อผลลัพธ์เหล่านี้ หนึ่งในนั้นคือ เครื่องกรองอากาศแบบ HEPA ได้กลายเป็นโครงสร้างพื้นฐานที่มีความสำคัญอย่างยิ่ง—โดยเฉพาะในสถาน facility ที่ผลิตผลิตภัณฑ์กรอง ชิ้นส่วนห้องสะอาด หรือระบบฟอกอากาศ โดยการเข้าใจวิธีการทำงานของอุปกรณ์เฉพาะทางนี้ และเหตุผลที่มันส่งผลกระทบโดยตรงต่อประสิทธิภาพการผลิต ถือเป็นสิ่งจำเป็นสำหรับผู้จัดการการผลิต วิศวกรจัดซื้อ และผู้อำนวยการฝ่ายปฏิบัติการ ซึ่งรับผิดชอบต่อเป้าหมายการผลิตและประสิทธิภาพด้านต้นทุน
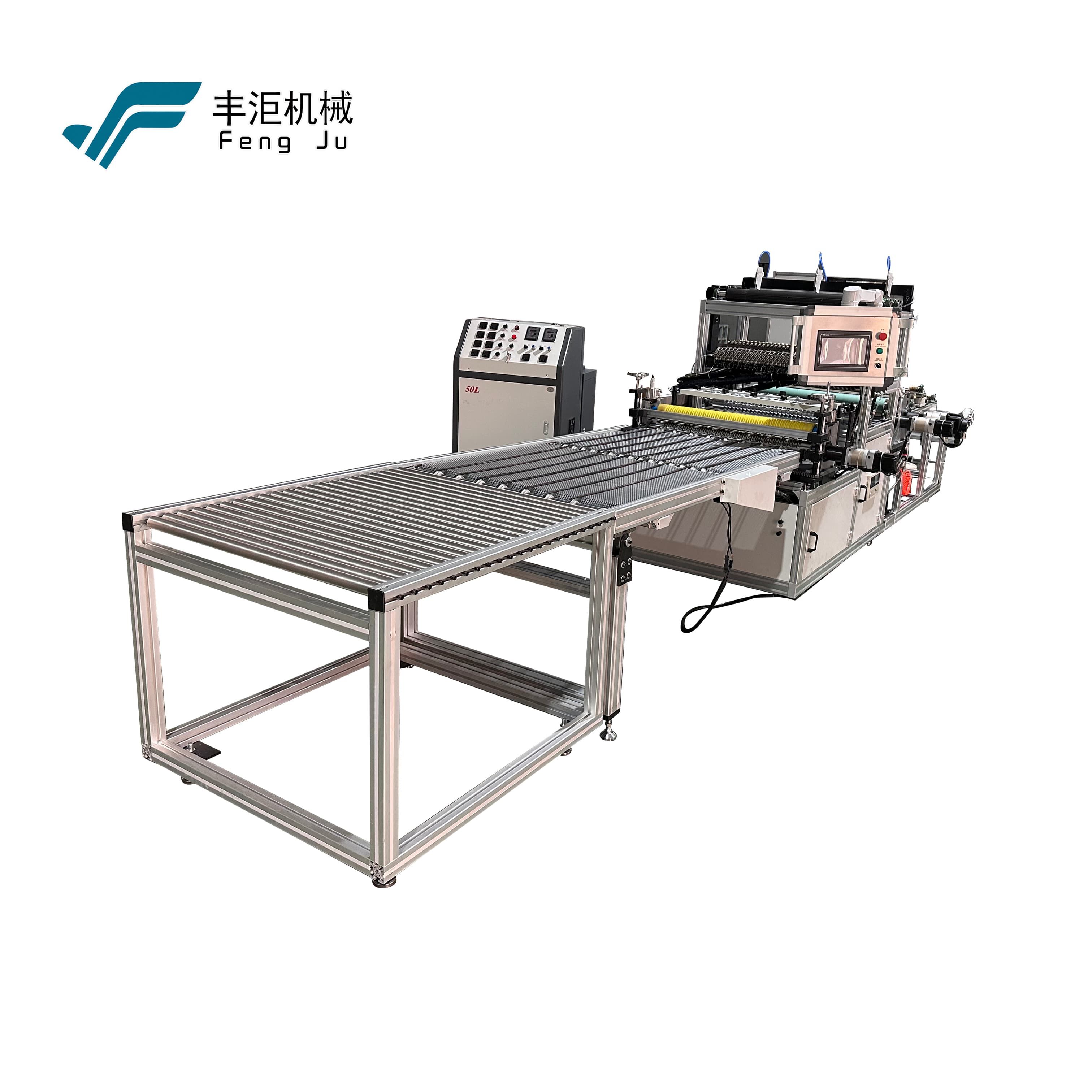
เอ เครื่องกรองอากาศแบบ HEPA ได้รับการออกแบบมาโดยเฉพาะเพื่อทำให้กระบวนการผลิตตัวกรองอากาศแบบจับอนุภาคขนาดเล็กได้ประสิทธิภาพสูง (HEPA) เป็นไปโดยอัตโนมัติ—ซึ่งเป็นชิ้นส่วนที่มีความต้องการเพิ่มขึ้นอย่างต่อเนื่องในหลายภาคอุตสาหกรรม ตั้งแต่เภสัชกรรมและเซมิคอนดักเตอร์ ไปจนถึงระบบปรับอากาศเชิงพาณิชย์ (HVAC) และการผลิตรถยนต์ แทนที่จะอาศัยการประกอบด้วยแรงงานคนซึ่งใช้เวลานานและต้องใช้แรงงานมาก ผู้ผลิตภาคอุตสาหกรรมจึงใช้เครื่องจักรเฉพาะทาง เครื่องกรองอากาศแบบ HEPA เพื่อจัดพับ ติดกาว ตัด และขึ้นรูปสื่อกรองด้วยความเร็วและระดับความแม่นยำที่วิธีการแบบใช้มือไม่สามารถทำได้เลย บทความนี้จะวิเคราะห์กลไกเฉพาะที่เครื่องจักรประเภทนี้ใช้ในการขับเคลื่อนประสิทธิภาพเชิงอุตสาหกรรม โดยครอบคลุมถึงปริมาณการผลิตต่อหน่วยเวลา ความสม่ำเสมอของคุณภาพ การเพิ่มประสิทธิภาพการใช้แรงงาน การใช้วัสดุอย่างคุ้มค่า และผลตอบแทนจากการลงทุนในระยะยาว
กลไกหลักที่ขับเคลื่อนความเร็วในการผลิต
ลำดับขั้นตอนการจัดพับและการติดกาวโดยอัตโนมัติ
มีข้อได้เปรียบด้านประสิทธิภาพหลักอยู่ที่ความสามารถในการดำเนินการขั้นตอนการผลิตหลายขั้นตอนภายในกระบวนการทำงานอัตโนมัติแบบต่อเนื่องเดียว เครื่องกรองอากาศแบบ HEPA ในระบบแบบดั้งเดิม การจัดพับสื่อไฟเบอร์กลาส การทาสารยึดติดแบบร้อน (hot-melt adhesive) และการขึ้นรูปชุดตัวกรอง จะดำเนินการแยกจากกันเป็นขั้นตอนแบบใช้มือตามลำดับ ซึ่งแต่ละขั้นตอนล้วนก่อให้เกิดเวลาที่ต้องรอคอย ความผิดพลาดในการจัดแนว และความล้าของผู้ปฏิบัติงาน เครื่องจักรรุ่นใหม่ เครื่องกรองอากาศแบบ HEPA ผสานกระบวนการจัดพับและการติดกาวเข้าด้วยกันเป็นลำดับขั้นตอนเชิงกลที่ประสานงานกันอย่างแนบเนียน จึงลดระยะเวลาต่อรอบการผลิตต่อหน่วยได้อย่างมาก
เมื่อเครื่องจักรควบคุมระยะห่างของการพับ (pleating pitch) ความเร็วในการฉีดกาว และรูปทรงของรอยพับ (fold geometry) พร้อมกันทุกชิ้น กรองแต่ละชุดจะออกจากสายการผลิตในช่วงเวลาที่สม่ำเสมอ—ซึ่งวัดเป็นวินาที แทนที่จะเป็นนาที สำหรับโรงงานที่ผลิตหน่วยตัวกรอง HEPA หลายพันชิ้นต่อกะ การเพิ่มความเร็วแบบนี้ส่งผลโดยตรงต่อปริมาณการผลิตต่อวันที่สูงขึ้น โดยไม่จำเป็นต้องเพิ่มจำนวนแรงงานหรือพื้นที่โรงงานตามสัดส่วน ลำดับการทำงานแบบอัตโนมัติยังช่วยกำจัดช่วงเวลาที่เครื่องหยุดนิ่ง (idle time) ซึ่งเกิดขึ้นตามธรรมชาติเมื่อผู้ปฏิบัติงานต้องเคลื่อนย้ายวัสดุระหว่างสถานีงานต่าง ๆ ในสายการผลิตแบบใช้แรงงาน
ผู้ผลิตที่ดำเนินสายการผลิตแบบปริมาณสูงได้รับประโยชน์จากความสามารถในการตั้งค่าพารามิเตอร์การพับ (pleating parameters) ที่เฉพาะเจาะจงและปล่อยให้ เครื่องกรองอากาศแบบ HEPA ในการดำเนินพารามิเตอร์เหล่านั้นอย่างต่อเนื่องโดยไม่เกิดความคลาดเคลื่อน ความสม่ำเสมอนี้ที่ทำงานด้วยความเร็วสูงเป็นสิ่งที่การปฏิบัติงานด้วยมือไม่สามารถรักษาไว้ได้ตลอดกะการทำงานแปดหรือสิบสองชั่วโมง ผลลัพธ์คืออัตราการผลิตที่คงที่ตั้งแต่ชั่วโมงแรกจนถึงชั่วโมงสุดท้าย ทำให้ผู้จัดการโรงงานได้รับข้อมูลปริมาณการผลิตที่เชื่อถือได้สำหรับการวางแผนกำหนดเวลาและการรับประกันการจัดส่ง
การออกแบบระบบป้อนวัสดุแบบต่อเนื่องและหยุดน้อยที่สุด
อีกปัจจัยหนึ่งที่ช่วยเพิ่มประสิทธิภาพในการผลิตคือวิธีที่เครื่องจักรที่ออกแบบมาอย่างดี เครื่องกรองอากาศแบบ HEPA ป้อนวัสดุเข้าสู่กระบวนการ กรองใยแก้วจะถูกป้อนจากม้วนวัสดุ และเครื่องจักรขั้นสูงจะติดตั้งระบบควบคุมแรงตึงอัตโนมัติและระบบตรวจจับรอยต่อ (splice detection) ซึ่งช่วยให้เปลี่ยนม้วนวัสดุได้โดยไม่จำเป็นต้องหยุดสายการผลิตทั้งหมด แนวทางการป้อนวัสดุแบบต่อเนื่องนี้ทำให้เครื่องจักรสามารถทำงานที่กำลังการผลิตสูงสุดได้เป็นเวลานานที่สุดในแต่ละกะ
เวลาที่เครื่องหยุดทำงานเนื่องจากการเปลี่ยนวัสดุ การเติมกาวใหม่ หรือการปรับความกว้างของรอยพับ (pleat adjustment) เป็นสาเหตุสำคัญของการสูญเสียการผลิตในสถานที่ที่ไม่มีอุปกรณ์ที่ออกแบบมาเฉพาะทาง เครื่องจักรที่ตั้งค่าและจัดวางอย่างเหมาะสม เครื่องกรองอากาศแบบ HEPA ลดการหยุดชะงักเหล่านี้ให้น้อยที่สุดผ่านระบบเครื่องมือแบบเปลี่ยนเร็ว ระบบจ่ายกาวแบบรวมศูนย์ และการเรียกค่าพารามิเตอร์ที่ตั้งโปรแกรมไว้ได้ ผู้ปฏิบัติงานสามารถเปลี่ยนระหว่างข้อกำหนดของไส้กรองได้โดยใช้เวลาปรับแต่งน้อยที่สุด ซึ่งมีความสำคัญอย่างยิ่งในโรงงานที่ผลิตไส้กรอง HEPA หลายขนาดหรือหลายรูปแบบสำหรับตลาดปลายทางที่แตกต่างกัน
ความสม่ำเสมอของคุณภาพและผลกระทบต่อประสิทธิภาพในขั้นตอนถัดไป
ความแม่นยำด้านมิติในทุกหน่วยผลิต
ประสิทธิภาพเชิงอุตสาหกรรมไม่ได้วัดเพียงแค่ความเร็วในการผลิตสินค้าเท่านั้น — แต่ยังขึ้นอยู่กับจำนวนสินค้าที่ผ่านการตรวจสอบคุณภาพในครั้งแรกด้วย ซึ่งเป็นส่วนสำคัญไม่แพ้กัน เครื่องกรองอากาศแบบ HEPA รักษาระดับความคลาดเคลื่อนด้านมิติให้แน่นหนาในทุกชุดไส้กรองที่ผลิต ความสูงของรอยพับ ระยะห่างระหว่างรอยพับ การจัดวางแนวเส้นกาว และความยาวของชุดไส้กรอง ล้วนควบคุมโดยระบบกลไกและระบบอิเล็กทรอนิกส์ที่ไม่แปรปรวนจากความเหนื่อยล้าของผู้ปฏิบัติงาน หรือเปลี่ยนแปลงไปตามกะการทำงาน
เมื่อความแม่นยำด้านมิติสูง ขั้นตอนการประกอบต่อเนื่อง—เช่น การติดตั้งชุดไส้กรองลงในโครงสร้าง การใช้วัสดุปิดผนึก หรือการติดตั้งฝาปิดปลาย—จะดำเนินไปได้โดยไม่ต้องปรับแต่งหรือทำซ้ำ หน่วยผลิตทุกชิ้นที่ส่งถึงขั้นตอนการผลิตขั้นต่อไปสามารถสลับใช้งานร่วมกันได้ทั้งหมด ความสามารถในการสลับใช้งานร่วมกันนี้เป็นหลักการพื้นฐานหนึ่งของกระบวนการผลิตที่มีประสิทธิภาพ และ เครื่องกรองอากาศแบบ HEPA คือเครื่องมือที่ทำให้ผู้ผลิตไส้กรองสามารถบรรลุหลักการนี้ได้ในระดับการผลิตจำนวนมาก
ในทางกลับกัน ความแปรผันด้านมิติของชุดไส้กรองจะบังคับให้ผู้ปฏิบัติงานในขั้นตอนต่อเนื่องต้องปรับแต่งการจัดการสำหรับแต่ละชิ้นแยกต่างหาก บางชิ้นอาจกว้างเกินไปสำหรับโครงสร้าง บางชิ้นอาจแคบเกินไป และบางชิ้นอาจมีจำนวนรอยพับไม่สม่ำเสมอ ซึ่งส่งผลต่อผลลัพธ์ของการทดสอบประสิทธิภาพ ความแปรผันแต่ละแบบนี้ล้วนใช้เวลาเพิ่มขึ้น ก่อให้เกิดของเสีย และเพิ่มความน่าจะเป็นที่ผลิตภัณฑ์ที่ไม่เป็นไปตามข้อกำหนดจะถูกส่งมอบถึงลูกค้า การกำจัดความแปรผันตั้งแต่ต้นทาง—ในขั้นตอนการพับและติดกาว—จึงเป็นการปกป้องกระบวนการต่อเนื่องทั้งหมด
การควบคุมกาวและการรักษาความสมบูรณ์ของตัวกรอง
ขั้นตอนการใช้กาวในกระบวนการผลิตตัวกรอง HEPA เป็นจุดที่กระบวนการแบบทำด้วยมือมีแนวโน้มเกิดความไม่สม่ำเสมออย่างยิ่ง ถ้าใช้กาวน้อยเกินไป ตัวแยกพับ (pleat separators) จะไม่สามารถยึดติดได้อย่างมั่นคงภายใต้แรงดันลม ซึ่งส่งผลให้ความสมบูรณ์ของตัวกรองลดลง แต่หากใช้กาวมากเกินไป วัสดุตัวกรองจะรับน้ำหนักที่ไม่จำเป็นเพิ่มขึ้น ซึ่งอาจส่งผลกระทบต่อทั้งประสิทธิภาพในการทำงานและต้นทุนวัสดุ เครื่องกรองอากาศแบบ HEPA ระบบกาวแบบหลอมร้อนที่มีความแม่นยำสูงจะฉีดกาวในรูปแบบเส้นที่ควบคุมได้และทำซ้ำได้ตามความต้องการอย่างแม่นยำ ทั้งในแง่ตำแหน่งและปริมาตร ตามสูตรการผลิตที่กำหนดไว้
การควบคุมกาวอย่างเชื่อถือได้โดยตรงมีผลต่อประสิทธิภาพการกรองของผลิตภัณฑ์สำเร็จรูปอย่างมาก ตัวกรอง HEPA ต้องผ่านมาตรฐานการรับรองที่เข้มงวด และความล้มเหลวของโครงสร้างใดๆ ที่เกิดจากการยึดติดไม่เพียงพออาจส่งผลให้ผลิตภัณฑ์ไม่ผ่านการทดสอบการแทรกซึมของอนุภาค ด้วยการมาตรฐานกระบวนการใช้กาวผ่านอุปกรณ์อัตโนมัติ ผู้ผลิตจึงสามารถรักษาความสอดคล้องตามข้อกำหนดในการรับรองและลดอัตราความล้มเหลวในการทดสอบ ซึ่งหากเกิดขึ้นจะต้องเสียค่าใช้จ่ายสูงในการทดสอบซ้ำ การปรับปรุงใหม่ หรือการทิ้งผลิตภัณฑ์
ในแง่ของประสิทธิภาพ การใช้กาวอย่างสม่ำเสมอก็ช่วยลดของเสียจากวัสดุลงด้วย โรงงานที่เคยใช้กาวเกินความจำเป็นเพื่อชดเชยความไม่สม่ำเสมอของผู้ปฏิบัติงาน สามารถลดปริมาณการใช้กาวลงให้ตรงกับระดับที่กำหนดไว้อย่างแม่นยำได้ทันทีที่นำระบบอัตโนมัติมาใช้งาน เครื่องกรองอากาศแบบ HEPA ด้วยการจ่ายกาวแบบควบคุมได้ ตลอดหลายพันรอบของการผลิต การลดการใช้กาวลงนี้จะส่งผลให้ประหยัดต้นทุนได้อย่างมีนัยสำคัญ ซึ่งส่งผลโดยตรงต่อเศรษฐศาสตร์ต่อหน่วยของการดำเนินงาน
การเพิ่มประสิทธิภาพแรงงานและการจัดสรรกำลังคนใหม่
การลดการพึ่งพาแรงงานแบบทำด้วยมือในขั้นตอนการผลิตหลัก
หนึ่งในผลประโยชน์ด้านประสิทธิภาพที่จับต้องได้มากที่สุดจากการนำ เครื่องกรองอากาศแบบ HEPA มาใช้งาน คือ การลดจำนวนแรงงานที่ต้องใช้ในการพับและติดกาวซึ่งเป็นขั้นตอนหลักของการผลิต ก่อนการใช้ระบบอัตโนมัติ งานเหล่านี้จำเป็นต้องอาศัยผู้ปฏิบัติงานที่มีทักษะเฉพาะ ซึ่งต้องผ่านการฝึกอบรมอย่างเข้มข้น ต้องมีการจัดหาบุคลากรทดแทนเมื่อขาดงาน และผลลัพธ์ที่ได้อาจแปรผันตามระดับประสบการณ์และสภาพร่างกายของผู้ปฏิบัติงาน การทำให้ขั้นตอนเหล่านี้เป็นไปโดยอัตโนมัติไม่ได้หมายความว่าจะขจัดความจำเป็นในการมีส่วนร่วมของมนุษย์ออกไปทั้งหมด แต่กลับเปลี่ยนแปลงลักษณะและปริมาณของแรงงานที่จำเป็นอย่างพื้นฐาน
แทนที่จะจัดวางผู้ปฏิบัติงานหลายรายตามสายการประกอบแบบทำด้วยมือ โรงงานที่ดำเนินการด้วย เครื่องกรองอากาศแบบ HEPA มักต้องการช่างเทคนิคหนึ่งหรือสองคนเพื่อควบคุมเครื่องจักร จัดการการจัดหาวัสดุ และดำเนินการตรวจสอบคุณภาพ ส่วนแรงงานที่เหลือสามารถนำไปปรับใช้ในกิจกรรมที่เพิ่มมูลค่า เช่น การประกอบขั้นสุดท้าย การบรรจุภัณฑ์ การตรวจสอบคุณภาพ หรือด้านโลจิสติกส์ การปรับสมดุลกำลังแรงงานรูปแบบนี้ช่วยยกระดับผลผลิตโดยรวมของแรงงาน โดยไม่จำเป็นต้องลดจำนวนพนักงาน
ในตลาดที่มีแรงงานทักษะสูงขาดแคลนหรือมีค่าจ้างสูง ความสามารถในการผลิตไส้กรอง HEPA ด้วยผู้ปฏิบัติการเฉพาะทางน้อยลงถือเป็นข้อได้เปรียบในการแข่งขันอย่างมาก ซึ่ง เครื่องกรองอากาศแบบ HEPA การเข้ารหัสความรู้ด้านการผลิตไว้ในพารามิเตอร์ของเครื่องจักร แทนที่จะอาศัยความเชี่ยวชาญเฉพาะบุคคลของผู้ปฏิบัติการ การถ่ายโอนความรู้รูปแบบนี้ช่วยปกป้องสายการผลิตจากการหยุดชะงักที่เกิดจากพนักงานลาออก ช่องว่างด้านทักษะ หรือความล่าช้าในการฝึกอบรม — ซึ่งทั้งหมดนี้ล้วนเป็นความเสี่ยงต่อประสิทธิภาพในสภาพแวดล้อมการผลิตแบบใช้แรงงานเข้มข้น
ผลลัพธ์ที่สม่ำเสมอโดยไม่มีความแปรผันตามประสิทธิภาพของแต่ละกะ
ในสภาพแวดล้อมการผลิตที่ดำเนินการด้วยมือ ปริมาณผลผลิตมักมีความผันแปรระหว่างกะเช้าและกะบ่าย ระหว่างผู้ปฏิบัติงานที่มีประสบการณ์กับผู้ปฏิบัติงานใหม่ และระหว่างช่วงเวลาที่มีพลังงานสูงกับช่วงเวลาที่มีพลังงานต่ำภายในกะเดียวกัน ความผันแปรเหล่านี้เป็นรูปแบบหนึ่งของประสิทธิภาพที่ซ่อนอยู่ ซึ่งทำให้การวางแผนการผลิตเป็นเรื่องยาก และทำให้การรับประกันกำหนดส่งสินค้าไม่แน่นอน A เครื่องกรองอากาศแบบ HEPA ทำงานที่อัตราไซเคิลที่กำหนดไว้และสามารถเขียนโปรแกรมได้ ซึ่งไม่เปลี่ยนแปลงตามปัจจัยของมนุษย์
ความสม่ำเสมอในการดำเนินงานนี้ทำให้การวางแผนกำลังการผลิตมีความน่าเชื่อถือมากขึ้น ผู้จัดการฝ่ายการผลิตสามารถคำนวณปริมาณผลผลิตต่อวันได้อย่างมั่นใจ กำหนดระยะเวลาการจัดส่งที่สมเหตุสมผล และระบุจุดคอขวดที่แท้จริงของการผลิต แทนที่จะเข้าใจผิดว่าความแปรผันของประสิทธิภาพการทำงานของมนุษย์เป็นข้อจำกัดเชิงโครงสร้าง ความคาดการณ์ได้ที่เกิดจาก เครื่องกรองอากาศแบบ HEPA นั้นเอง ถือเป็นตัวคูณเพิ่มประสิทธิภาพ เนื่องจากช่วยลดภาระงานด้านการวางแผนและสินค้าคงคลังสำรองที่โรงงานต้องจัดเตรียมไว้เพื่อชดเชยความไม่แน่นอนของปริมาณผลผลิต
การใช้วัสดุอย่างมีประสิทธิภาพและการลดของเสีย
การตัดด้วยความแม่นยำและการเพิ่มประสิทธิภาพสื่อ
สื่อกรอง—โดยเฉพาะไฟเบอร์กลาส—เป็นต้นทุนวัตถุดิบสำคัญในการผลิตไส้กรอง HEPA ทุกเซนติเมตรของสื่อกรองที่สูญเสียไปเนื่องจากการตัดผิดพลาด การจัดพับร่องไม่ตรงแนว หรือการทิ้งชุดไส้กรองที่ไม่ผ่านมาตรฐาน จะส่งผลโดยตรงต่อต้นทุนต่อหน่วย เครื่องกรองอากาศแบบ HEPA ใช้กลไกการตัดแบบความแม่นยำสูงซึ่งช่วยลดเศษวัสดุบริเวณขอบให้น้อยที่สุด และรับประกันว่าม้วนสื่อกรองจะถูกใช้ไปอย่างมีประสิทธิภาพ เครื่องจักรนี้สามารถตั้งค่าความยาวของการตัดและระยะห่างระหว่างร่องพับได้ตามโปรแกรม ทำให้ผู้ปฏิบัติงานสามารถปรับแต่งรูปแบบการจัดวางให้เหมาะสมกับขนาดไส้กรองแต่ละชนิดได้อย่างแม่นยำ จึงลดการสูญเสียวัสดุจากการตัดแต่งออกได้
ตลอดกระบวนการผลิตจำนวนหลายพันหน่วย แม้การปรับปรุงการใช้วัสดุเพียงเล็กน้อย—เช่น ลดของเสียลงสองถึงสามเปอร์เซ็นต์—ก็สามารถสร้างการประหยัดที่มีน้ำหนักได้ เมื่อต้นทุนวัสดุคิดเป็นสัดส่วนที่สำคัญของต้นทุนการผลิตรวมทั้งหมด ดังเช่นในอุตสาหกรรมการผลิตไส้กรองประสิทธิภาพสูง การใช้วัสดุให้เกิดประสิทธิภาพสูงสุดจึงเป็นปัจจัยควบคุมโดยตรงต่อกำไรสุทธิ เครื่องจักร เครื่องกรองอากาศแบบ HEPA ให้การควบคุมแบบแม่นยำที่จำเป็นในการขับเคลื่อนปัจจัยควบคุมนี้อย่างมีประสิทธิภาพ
ลดของเสียจากข้อบกพร่องในกระบวนการผลิต
เศษวัสดุที่เกิดจากข้อบกพร่องในกระบวนการผลิตเป็นหนึ่งในรูปแบบของของเสียที่มีต้นทุนสูงที่สุดในการดำเนินงานการผลิตใดๆ ในการผลิตตัวกรอง HEPA ข้อบกพร่อง เช่น สื่อกรองฉีกขาด จีบไม่ตรงแนว การยึดติดด้วยกาวไม่เพียงพอ หรือขนาดบรรจุผิดพลาด จะส่งผลให้หน่วยผลิตที่ได้ต้องนำกลับไปปรับปรุงใหม่หรือทิ้งทั้งหมด แต่ละหน่วยที่ถูกทิ้งนั้นหมายถึงวัสดุสูญเปล่า เวลาเครื่องจักรสูญเปล่า และแรงงานสูญเปล่า เครื่องกรองอากาศแบบ HEPA ระบบการผลิตที่ดำเนินการภายใต้การควบคุมกระบวนการอย่างเข้มงวดจะช่วยลดการเกิดข้อบกพร่องเหล่านี้ลงอย่างมีนัยสำคัญ
เมื่ออัตราข้อบกพร่องต่ำลง อัตราผลผลิตที่แท้จริงของสายการผลิตจะเพิ่มขึ้น — ไม่ใช่เพราะเครื่องจักรทำงานเร็วขึ้น แต่เนื่องจากสัดส่วนของหน่วยผลิตที่ผ่านเกณฑ์คุณภาพต่อจำนวนหน่วยที่ผลิตทั้งหมดสูงขึ้น ความก้าวหน้าในอัตราการผ่านเกณฑ์ครั้งแรก (first-pass yield) นี้คือปัจจัยหลักที่ขับเคลื่อนประสิทธิภาพการผลิต ซึ่งหมายความว่าการลงทุนใน เครื่องกรองอากาศแบบ HEPA ระบบดังกล่าวจะสร้างผลิตภัณฑ์ที่สามารถจำหน่ายได้มากขึ้นต่อหน่วยปัจจัยนำเข้า ทำให้ทั้งอัตราการไหลผ่าน (throughput) และอัตรากำไร (margin) ดีขึ้นพร้อมกัน
ผลตอบแทนจากการลงทุนในระยะยาวและการขยายขนาดได้
การคืนทุนผ่านปริมาณและมูลค่าเพิ่มจากคุณภาพ
กรณีเชิงอุตสาหกรรมสำหรับการลงทุนใน เครื่องกรองอากาศแบบ HEPA สร้างขึ้นจากทั้งเศรษฐศาสตร์ปริมาณและการวางตำแหน่งด้านคุณภาพ กล่าวคือ เมื่อโรงงานเพิ่มปริมาณการผลิต ต้นทุนต่อหน่วยในการดำเนินงานเครื่องจักรจะลดลง—ต้นทุนคงที่ถูกกระจายไปยังจำนวนหน่วยที่มากขึ้น และการประหยัดแรงงานต่อหน่วยก็มีน้ำหนักมากขึ้นด้วย ที่ระดับปริมาณการผลิตปานกลางถึงสูง ระยะเวลาคืนทุนสำหรับการลงทุนด้านเงินทุนใน เครื่องกรองอากาศแบบ HEPA มักมีความคุ้มค่าเมื่อเปรียบเทียบกับต้นทุนที่เกิดขึ้นอย่างต่อเนื่องจากการทำงานด้วยแรงงานคน การสูญเสียจากของเสีย (scrap) และความล้มเหลวด้านคุณภาพ
นอกจากนี้ คุณภาพของผลลัพธ์ที่สม่ำเสมอจากเครื่องจักรอัตโนมัติ เครื่องกรองอากาศแบบ HEPA ช่วยให้ผู้ผลิตสามารถเข้าหาลูกค้าในตลาดปลายทางที่มีความต้องการสูง เช่น โรงงานผลิตชิ้นส่วนเซมิคอนดักเตอร์ ระบบปรับอากาศและระบายอากาศสำหรับโรงพยาบาล หรือห้องสะอาดสำหรับอุตสาหกรรมยา ซึ่งข้อกำหนดด้านการรับรองตัวกรองและความสม่ำเสมอของมิติเป็นสิ่งที่ไม่อาจต่อรองได้ ตลาดเหล่านี้มักเรียกราคาต่อหน่วยสูงกว่าปกติ ซึ่งส่งผลให้รายได้ต่อชั่วโมงการผลิตเพิ่มขึ้น และเสริมสร้างความน่าสนใจของการลงทุนในอุปกรณ์นี้
ความสามารถในการขยายขนาดโดยไม่เพิ่มต้นทุนแบบสัดส่วน
หนึ่งในข้อได้เปรียบเชิงกลยุทธ์ของการสร้างกำลังการผลิตรอบ ๆ เครื่องกรองอากาศแบบ HEPA คือความสามารถในการขยายปริมาณการผลิตโดยไม่ต้องเพิ่มต้นทุนในสัดส่วนเดียวกัน การเพิ่มกะที่สองให้กับสายการผลิตที่เน้นเครื่องจักรนั้นต้องใช้พนักงานปฏิบัติการเพิ่มเติมน้อยกว่าการเพิ่มกะที่สองให้กับสายการผลิตแบบใช้แรงงานคนซึ่งผลิตสินค้าในปริมาณเท่ากันอย่างมาก โครงสร้างพื้นฐาน—เช่น อุปกรณ์ พื้นที่โรงงาน และระบบสาธารณูปโภค—ได้มีอยู่แล้ว และต้นทุนเพิ่มเติมสำหรับการผลิตเพิ่มเติมนั้นมีเพียงวัตถุดิบและค่าแรงขั้นต่ำเท่านั้น
ความสามารถในการขยายขนาดนี้มีความสำคัญอย่างยิ่งในตลาดที่ความต้องการผลิตภัณฑ์กรองแบบ HEPA กำลังเติบโต ผู้ผลิตที่ลงทุนในกำลังการผลิตแบบอัตโนมัติ เครื่องกรองอากาศแบบ HEPA สามารถตอบสนองต่อการเพิ่มขึ้นของความต้องการได้อย่างรวดเร็วและคุ้มค่า โดยไม่ต้องเผชิญกับระยะเวลาการรอคอย (lead time) และความเสี่ยงที่เกี่ยวข้องกับการจ้างและฝึกอบรมแรงงานประกอบชิ้นส่วนแบบใช้ทักษะจำนวนมาก เครื่องจักรจึงกลายเป็นแพลตฟอร์มสำหรับการเติบโต แทนที่จะเป็นเพียงเครื่องมือสำหรับความต้องการการผลิตในปัจจุบันเท่านั้น
คำถามที่พบบ่อย
เครื่องกรองอากาศ HEPA สามารถประมวลผลตัวกลางกรองประเภทใดได้บ้าง?
อุตสาหกรรมส่วนใหญ่ เครื่องกรองอากาศแบบ HEPA แบบจำลองเหล่านี้ได้รับการออกแบบมาเพื่อประมวลผลตัวกรองไฟเบอร์กลาส ซึ่งเป็นวัสดุมาตรฐานที่ใช้ในผลิตภัณฑ์ตัวกรองที่มีการจัดอันดับ HEPA บางเครื่องยังสามารถรองรับตัวกรองเส้นใยแก้วขนาดเล็ก (micro-glass fiber media) และวัสดุสังเคราะห์แบบไม่ทอ (certain synthetic non-woven materials) ได้ด้วย ขึ้นอยู่กับข้อกำหนดของระบบควบคุมแรงตึงขณะป้อนวัสดุ (feed tension control) และกลไกการพับ (pleating mechanism) ของเครื่องนั้นๆ ผู้ปฏิบัติงานควรตรวจสอบช่วงความหนาของวัสดุที่เข้ากันได้และขีดจำกัดของความแข็งแรงเชิงดึง (tensile strength limits) กับข้อกำหนดทางเทคนิคของอุปกรณ์ก่อนใช้วัสดุที่ไม่ใช่มาตรฐาน
เครื่องผลิตไส้กรองอากาศ HEPA จัดการกับขนาดตัวกรองที่แตกต่างกันอย่างไร?
สมัยใหม่ เครื่องกรองอากาศแบบ HEPA การออกแบบมักมีฟีเจอร์การจัดเก็บพารามิเตอร์แบบตั้งค่าได้ ซึ่งช่วยให้ผู้ปฏิบัติงานเรียกคืนสูตรที่ตั้งค่าไว้ล่วงหน้าสำหรับขนาดตัวกรองที่แตกต่างกันได้ การเปลี่ยนขนาดจะเกี่ยวข้องกับการปรับความยาวของการตัด ระยะห่างระหว่างรอยพับ (pleat pitch) และตำแหน่งของแนวสารยึดเกาะ (adhesive bead) ซึ่งสามารถทำได้ผ่านอินเทอร์เฟซควบคุมของเครื่องจักร เวลาที่ใช้ในการเปลี่ยนขนาดนั้นขึ้นอยู่กับรุ่นของเครื่องจักร แต่ระบบที่ออกแบบมาอย่างดีจะถูกออกแบบให้ลดเวลาหยุดทำงานนี้ให้น้อยที่สุด เพื่อรักษาระดับประสิทธิภาพโดยรวมของอุปกรณ์ (Overall Equipment Efficiency) ให้สูงไว้
จำเป็นต้องมีการฝึกอบรมเฉพาะทางเพื่อปฏิบัติงานเครื่องผลิตไส้กรองอากาศ HEPA หรือไม่?
การดำเนินการ เครื่องกรองอากาศแบบ HEPA ต้องมีความคุ้นเคยกับอินเทอร์เฟซการควบคุม มีความเข้าใจพารามิเตอร์การพับและพารามิเตอร์กาว รวมทั้งมีความรู้พื้นฐานด้านกลศาสตร์สำหรับงานบำรุงรักษาตามปกติ เช่น การทำความสะอาดระบบกาวและการตรวจสอบใบมีด ผู้จัดจำหน่ายอุปกรณ์ส่วนใหญ่จะให้การฝึกอบรมผู้ปฏิบัติงานเบื้องต้นเป็นส่วนหนึ่งของกระบวนการติดตั้งและเดินเครื่อง ระยะเวลาที่ใช้ในการเรียนรู้โดยทั่วไปสั้นกว่าการฝึกอบรมผู้ปฏิบัติงานประกอบแบบแมนนวลเพื่อให้ได้คุณภาพผลลัพธ์ที่เทียบเท่า ซึ่งถือเป็นหนึ่งในข้อได้เปรียบด้านประสิทธิภาพแรงงานของอุปกรณ์อัตโนมัติ
แนวทางการบำรุงรักษาใดบ้างที่ช่วยให้เครื่องกรองอากาศ HEPA ทำงานได้อย่างมีประสิทธิภาพ
แนวทางการบำรุงรักษาหลักสำหรับ เครื่องกรองอากาศแบบ HEPA รวมถึงการทำความสะอาดระบบกาวร้อนแบบหลอมละลายเป็นประจำเพื่อป้องกันการอุดตัน การตรวจสอบและเปลี่ยนใบมีดหรือลูกกลิ้งสำหรับการพับแผ่นอย่างเป็นระยะ การหล่อลื่นชิ้นส่วนขับเคลื่อนเชิงกล และการตรวจสอบการปรับค่าให้ตรงของระบบจ่ายกาว สถานที่ที่ปฏิบัติตามตารางการบำรุงรักษาเชิงป้องกันตามจำนวนรอบการผลิตหรือช่วงเวลาที่กำหนด มักประสบปัญหาการหยุดทำงานโดยไม่ได้วางแผนไว้น้อยลง ซึ่งส่งผลโดยตรงต่อประสิทธิภาพในการผลิต (throughput efficiency) ที่เครื่องจักรนี้ออกแบบมาเพื่อให้บรรลุ
สารบัญ
- กลไกหลักที่ขับเคลื่อนความเร็วในการผลิต
- ความสม่ำเสมอของคุณภาพและผลกระทบต่อประสิทธิภาพในขั้นตอนถัดไป
- การเพิ่มประสิทธิภาพแรงงานและการจัดสรรกำลังคนใหม่
- การใช้วัสดุอย่างมีประสิทธิภาพและการลดของเสีย
- ผลตอบแทนจากการลงทุนในระยะยาวและการขยายขนาดได้
-
คำถามที่พบบ่อย
- เครื่องกรองอากาศ HEPA สามารถประมวลผลตัวกลางกรองประเภทใดได้บ้าง?
- เครื่องผลิตไส้กรองอากาศ HEPA จัดการกับขนาดตัวกรองที่แตกต่างกันอย่างไร?
- จำเป็นต้องมีการฝึกอบรมเฉพาะทางเพื่อปฏิบัติงานเครื่องผลิตไส้กรองอากาศ HEPA หรือไม่?
- แนวทางการบำรุงรักษาใดบ้างที่ช่วยให้เครื่องกรองอากาศ HEPA ทำงานได้อย่างมีประสิทธิภาพ