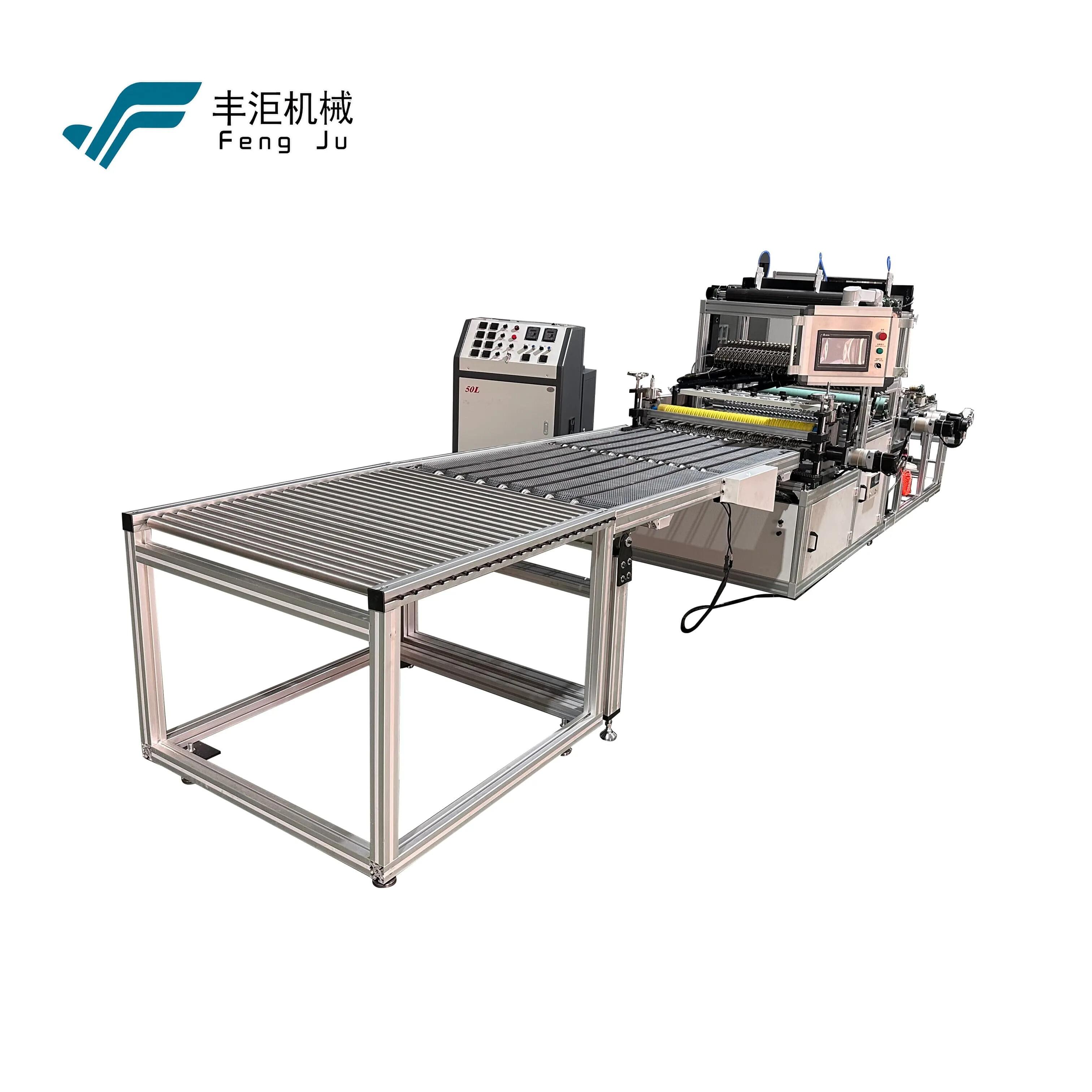
A ເຄື່ອງຕົກແຕ່ງຕົວກັ້ນອາກາດ HEPA ແມ່ນອຸປະກອນອຸດສາຫະກຳທີ່ສັບຊ້ອນ ເຊິ່ງຖືກອອກແບບມາເພື່ອຜະລິດຕົວກັ້ນອາກາດທີ່ກັ້ນເຊື້ອທີ່ມີປະສິດທິພາບສູງ (HEPA) ໂດຍມີຄວາມຖືກຕ້ອງ, ຄວາມສອດຄ່ອງ, ແລະ ຄວາມໄວ. ການເຂົ້າໃຈວ່າເຄື່ອງນີ້ປະກອບດ້ວຍສິ່ງໃດແດ່ນັ້ນເປັນສິ່ງສຳຄັນຫຼາຍສຳລັບຜູ້ທີ່ກ່ຽວຂ້ອງກັບການຜະລິດຕົວກັ້ນ, ການຄວບຄຸມຄຸນນະພາບ, ການຈັດຊື້, ຫຼື ການອອກແບບແຖວຜະລິດ. ຈາກໜ່ວຍປ້ອນສື່ທີ່ເຮັດຈາກໄຟເບີແກ້ວດິບ ໄປຈົນເຖິງ ເຄື່ອງຈັກທີ່ໃຊ້ໃນການຕິດກາວ ແລະ ງອດສຸດທ້າຍ, ແຕ່ລະສ່ວນປະກອບມີບົດບາດທີ່ສຳຄັນ ແລະ ມີຄວາມສຳພັນກັນຢ່າງໃກ້ຊິດ ໃນການກຳນົດທັງຄຸນນະພາບຜົນຜະລິດ ແລະ ຄວາມໄວໃນການດຳເນີນງານ.
ຄວາມຕ້ອງການທົ່ວໂລກສຳລັບວິທີແກ້ໄຂບັນຫາອາກາດທີ່ບໍ່ເປື່ອນເປື້ອນໄດ້ເຮັດໃຫ້ການນຳໃຊ້ລະບົບເຄື່ອງຕົກແຕ່ງຕົວກັ້ນອາກາດ HEPA ອັດຕະໂນມັດເພີ່ມຂຶ້ນຢ່າງໄວວາໃນສະຖານທີ່ຜະລິດຕະການທົ່ວທຸກອຸດສາຫະກຳ, ລວມທັງດ້ານສຸຂະພາບ, ອຸປະກອນເອເລັກໂຕຣນິກ, ຢາ, ແລະ HVAC. ເມື່ອຂໍ້ກຳນົດຂອງຕົວກັ້ນເລີ່ມເຂັ້ມງວດຂຶ້ນເປັນລຳດັບ, ວິທີການຈັດຕັ້ງພາຍໃນຂອງເຄື່ອງເຫຼົ່ານີ້ຈຳເປັນຕ້ອງບັນລຸມາດຕະຖານທີ່ເຂັ້ມງວດເທົ່າກັນ. ບົດຄວາມນີ້ຈະອະທິບາຍສ່ວນປະກອບຫຼັກຂອງເຄື່ອງຕົກແຕ່ງຕົວກັ້ນອາກາດ HEPA ໂດຍອະທິບາຍໜ້າທີ່ຂອງແຕ່ລະສ່ວນ ແລະ ວິທີການທີ່ພວກມັນເຮັດວຽກຮ່ວມກັນເພື່ອຜະລິດຕົວກັ້ນລະດັບ HEPA ທີ່ບັນລຸມາດຕະຖານການກັ້ນທີ່ຮັບຮອງໃນລະດັບສາກົນ.
ລະບົບການຈັດການ ແລະ ສົ່ງວັດສະດຸເຂົ້າ
ເຄື່ອງຈັກເປີດມວນ ແລະ ຄວບຄຸມຄວາມຕຶງ
ລະບົບການຈັດການສື່ອາກາດເປັນຈຸດເລີ່ມຕົ້ນຂອງເຄື່ອງຕົວກັ້ນອາກາດ HEPA ໃດໆ. ມັນຈັດການມວນສື່ຕົວກັ້ນໄຟເບີແກ້ວດິບທີ່ຍັງບໍ່ໄດ້ປຸງແຕ່ງ ເຊິ່ງເປັນວັດຖຸການຕົວກັ້ນຫຼັກທີ່ໃຊ້ໃນຕົວກັ້ນລະດັບ HEPA. ໜ່ວຍທີ່ຖອດມວນສື່ນີ້ຈະຮັກສາມວນສື່ໄວ້ເທິງແກນການຕິດຕັ້ງ ແລະ ອະນຸຍາດໃຫ້ມັນຖືກສົ່ງເຂົ້າໄປໃນເຄື່ອງຢ່າງຕໍ່ເນື່ອງໂດຍບໍ່ເຮັດໃຫ້ວັດຖຸທີ່ບໍ່ແຂງແຮງນີ້ເສຍຫາຍ ຫຼື ຢືດອອກ.
ເຄື່ອງຈັກຄວບຄຸມຄວາມຕຶງຈະເຮັດວຽກຄູ່ກັບໜ່ວຍຖອດມວນສື່ເພື່ອຮັບປະກັນວ່າສື່ຈະຖືກສົ່ງເຂົ້າໄປຢ່າງສອດຄ່ອງ ແລະ ຄວບຄຸມໄດ້ຢ່າງເປັນລະບົບ. ຖ້າບໍ່ມີການຄວບຄຸມຄວາມຕຶງທີ່ເໝາະສົມ ສື່ໄຟເບີແກ້ວດິບອາດຈະເກີດການບີບອັດ ຂີ້ເຫຍື້ອ ຫຼື ເລື່ອນອອກຈາກຕຳແໜ່ງທີ່ຖືກຕ້ອງ ເຊິ່ງທັງໝົດນີ້ຈະສົ່ງຜົນເສຍຕໍ່ຄວາມເຂັ້ມແຂງຂອງຮູບຮ່າງຂອງສ່ວນທີ່ພັບຂອງຕົວກັ້ນທີ່ສຳເລັດ. ດັ່ງນັ້ນ ການຄວບຄຸມຄວາມຕຶງຢ່າງແນ່ນອນຈຶ່ງເປັນສິ່ງທີ່ສຳຄັນຫຼາຍຕໍ່ການຮັກສາຄວາມຖືກຕ້ອງຂອງມິຕິໃນຂະບວນການຕໍ່ໄປ
ການອອກແບບເຄື່ອງຕົວກະຈົກອາກາດ HEPA ທີ່ທັນສະໄໝມັກຈະປະກອບດ້ວຍລະບົບປ້ອງກັນຄວາມຕຶງທີ່ຂັບເຄື່ອນດ້ວຍເຊີໂວ້ (servo) ເຊິ່ງປັບຄວາມກົດຂອງລູກກະລິງອັດຕະໂນມັດຕາມຄວາມໜາຂອງວັດສະດຸແລະເສັ້ນຜ່າສູນກາງຂອງມັດທະຍົມໃນເວລາຈິງ. ລະດັບຄວາມອັດຕະໂນມັດນີ້ຫຼຸດຜ່ອນການເຂົ້າໄປເກີ່ยวຂ້ອງຂອງຜູ້ປະຕິບັດງານ ແລະຮັກສາອັດຕາການປ້ອນວັດສະດຸໃຫ້ຄົງທີ່ໃນເວລາຜະລິດຢ່າງຕໍ່ເນື່ອງ, ເຊິ່ງເປັນສິ່ງສຳຄັນຫຼາຍໃນການຮັກສາຄວາມເປັນເອກະພາບຂອງວັດສະດຸຕົວກະຈົກ.
ການຈັດຕຳແໜ່ງວັດສະດຸ ແລະ ການຊີ້ນຳທາງດ້ານຂ້າງ
ເມື່ອວັດສະດຸເລີ່ມຖືກປ້ອນເຂົ້າໄປໃນເຄື່ອງຕົວກະຈົກອາກາດ HEPA, ລະບົບຊີ້ນຳທາງດ້ານຂ້າງຈະຮັບປະກັນວ່າວັດສະດຸຈະເດີນທາງຕາມເສັ້ນທາງທີ່ເປັນເສັ້ນຊື່ງຄົງທີ່. ການເບິ່ງເທີງໄປທາງຂ້າງເລັກນ້ອຍເທົ່າໃດກໍສາມາດເຮັດໃຫ້ເກີດການພັບທີ່ບໍ່ເທົ່າກັນ, ເຊິ່ງຈະສົ່ງຜົນຕໍ່ການແຈກຢາຍການລົມ ແລະປະສິດທິພາບໃນການຈັບຈໍາລອງອະນຸພາກທີ່ເກີດຂື້ນໃນຜະລິດຕະພັນສຸດທ້າຍ.
ເຊນເຊີດທີ່ຢູ່ບໍລິເວນຂອງແຖວ, ໂດຍທົ່ວໄປແລ້ວໃຊ້ເຕັກໂນໂລຢີອຸລະຕຣາຊອນ ຫຼື ເຊນເຊີດແສງ, ຈະສັງເກດຕຳແໜ່ງຂອງວັດສະດຸທີ່ສຳພັນກັບຈຸດອ້າງອີງທີ່ຄົງທີ່ຢ່າງຕໍ່ເນື່ອງ. ເມື່ອມີການເບື່ອນຫຼືເຄື່ອນທີ່ອອກຈາກຕຳແໜ່ງທີ່ກຳນົດໄວ້, ລາວເຫຼັກຄູ່ມື້ເຄື່ອນທີ່ດ້ວຍອາກາດ ຫຼື ດ້ວຍມໍເຕີຈະປັບເສັ້ນທາງຂອງວັດສະດຸໃນເວລາຈິງ. ສ່ວນປະກອບນີ້ມັກຖືກດູດຕຳ່ເກີນໄປ, ແຕ່ມັນເປັນຜູ້ຮັບຜິດຊອບໂດຍກົງໃນການຮັບປະກັນວ່າທຸກໆການພັບ (pleat) ທີ່ເກີດຂຶ້ນຕາມລຳດັບຕໍ່ໄປຈະມີຂະໜາດທີ່ສອດຄ່ອງກັນທັງໝົດ.
ໜ່ວຍພັບ
ມີດພັບແບບລ້ອດຕີ້ ແລະ ມືພັບ
ໜ່ວຍພັບເປັນສ່ວນປະກອບທີ່ມີຄວາມສັບສົນທາງດ້ານເຄື່ອງຈັກຫຼາຍທີ່ສຸດຂອງເຄື່ອງຜະລິດຕົ້ນຕໍ່ຕົວກັ້ນອາກາດ HEPA. ໜ້າທີ່ຂອງມັນແມ່ນການພັບວັດສະດຸແບບເສັ້ນໄຍແກ້ວທີ່ເປັນແຜ່ນເລີຍໃຫ້ເປັນຮູບແບບກົງກັນຂ້າມ (accordion-style) ດ້ວຍຄວາມຫ່າງ (pitch) ແລະ ຄວາມເລິກທີ່ກຳນົດໄວ້ຢ່າງເຈາະຈົງ, ເຊິ່ງຈະກຳນົດເຖິງເນື້ອທີ່ທີ່ມີປະສິດທິພາບໃນການກັ້ນຂອງຕົວກັ້ນ HEPA ທີ່ສຳເລັດ. ມີດພັບ ຫຼື ມືພັບຈະຕ້ອງເຮັດວຽກດ້ວຍຄວາມຖືກຕ້ອງແລະຄວາມເປັນເອກະລັກສູງເປັນຈຳນວນຫຼາຍຄັ້ງ, ເນື່ອງຈາກວ່າຄວາມແຕກຕ່າງໃດໆໃນຄວາມເລິກຂອງການພັບ ຫຼື ຄວາມຫ່າງລະຫວ່າງການພັບຈະສົ່ງຜົນໂດຍກົງຕໍ່ຄ່າຄວາມຕ້ານທາງຂອງຕົວກັ້ນ ແລະ ອັດຕາປະສິດທິພາບ.
ລະບົບເຄື່ອງມືໃບມີດທີ່ຫມູນໃຊ້ຊุดຂອງໃບມີດທີ່ຫມູນຕໍ່ຕ້ານກັນດ້ວຍການຂັບເຄື່ອນຈາກແຄມ ເພື່ອສ້າງຄວາມພັບແຕ່ລະຄັ້ງ ໃນຂະນະທີ່ລະບົບແຂນໄປກັບມາໃຊ້ແຜ່ນທີ່ເຄື່ອນໄປມາເພື່ອປັ້ນຄວາມພັບຕາມລຳດັບ. ປະເພດເຄື່ອງກົງຕົວຕອງອາກາດ HEPA ທີ່ເລືອກໃຊ້ສຳລັບແຖວຜະລິດຕະກຳ ມັກຈະຂຶ້ນກັບຄວາມຫ່າງລະຫວ່າງຄວາມພັບ (pleat pitch) ທີ່ຕ້ອງການ, ຄວາມເລິກຂອງຕົວຕອງ, ແລະ ຄວາມແຂງຂອງວັດສະດຸຕົວຕອງ. ວັດສະດຸໄຟເບີເກີສ (fiberglass) ທີ່ໃຊ້ໃນການຕົວຕອງ HEPA ຕ້ອງການແຮງການພັບທີ່ຄວບຄຸມຢ່າງເຂັ້ມງວດເພື່ອຫຼີກເວັ້ນການແຕກຂອງເສັ້ນໃຍໃນລະດັບຈຸລະພາກ.
ຄວາມໄວຂອງຫນ່ວຍການພັບຍັງເປັນປັດໄຈທີ່ກຳນົດຄວາມໄວທັງໝົດຂອງເຄື່ອງ. ລະບົບທີ່ມີຄວາມໄວສູງຕ້ອງການການປັບສອດຄ່ອງຢ່າງເຂັ້ມງວດລະຫວ່າງລໍ້ທີ່ປ້ອນວັດສະດຸ, ເຄື່ອງຈັກທີ່ໃຊ້ເຄື່ອງຕິດ (glue application module), ແລະ ສະຖານີທີ່ຕັດ. ເຄື່ອງກົງຕົວຕອງອາກາດ HEPA ທີ່ຖືກອອກແບບຢ່າງດີຈະຮັກສາການປັບສອດຄ່ອງນີ້ໄວ້ດ້ວຍຕົວຄວບຄຸມເຄື່ອງຈັກທີ່ເຂົ້າກັນໄດ້ (PLC) ທີ່ຄວບຄຸມຫນ່ວຍທັງໝົດທີ່ເคลື່ອນໄຫວຢ່າງພ້ອມກັນ.
ເຄື່ອງຈັກປ້ອນຕົວແຍກ
ໃນການຜະລິດຕົວກັ້ນ HEPA ທີ່ມີປະສິດທິພາບສູງ ຫຼື ມາດຕະຖານອຸດສາຫະກຳ ຈະມີການຕິດຕັ້ງຕົວແຍກທີ່ເຂັ້ມແຂງລະຫວ່າງແຕ່ລະຊັ້ນຂອງຕົວກັ້ນເພື່ອຮັກສາໄລຍະຫ່າງທີ່ສອດຄ່ອງກັນລະຫວ່າງແຕ່ລະຊັ້ນຕະຫຼອດອາຍຸການໃຊ້ງານຂອງຕົວກັ້ນ. ລະບົບການຕິດຕັ້ງຕົວແຍກໃນເຄື່ອງກັ້ນອາກາດ HEPA ຈະເຮັດວຽກອັດຕະໂນມັດດ້ວຍການປ້ອນຕົວແຍກທີ່ເຮັດຈາກຟອຍລະດັບອາລູມີເນີ້ມທີ່ຖືກຕັດເປັນທໍາມະດາ ຫຼື ຕົວແຍກທີ່ເຮັດຈາກເມັດທີ່ລະລາຍຮ້ອນ ໃນຈັງຫວะດຽວກັນກັບແຕ່ລະວຟຂອງຊັ້ນຕົວກັ້ນ.
ຕົວແຍກນີ້ຮັບປະກັນວ່າການລົມຈະຖືກແຈກຢາຍຢ່າງສອດຄ່ອງທົ່ວທັງໝົດຂອງໜ້າຕົວກັ້ນ ແທນທີ່ຈະໄຫຼຜ່ານສ່ວນທີ່ຫຼຸດຫຼື ບີບອັດຂອງຊັ້ນຕົວກັ້ນ. ເຄື່ອງຈັກທີ່ຕິດຕັ້ງລະບົບການຕິດຕັ້ງຕົວແຍກອັດຕະໂນມັດຈະຖືກນຳໃຊ້ເປັນປົກກະຕິໃນການຜະລິດຕົວກັ້ນ HEPA ສຳລັບການນຳໃຊ້ໃນລະບົບຕົວກັ້ນ (filterbank) ຫຼື ສຳລັບສະພາບແວດລ້ອມທີ່ມີຄວາມສຳຄັນສູງ ໂດຍທີ່ຄວາມສະຖຽນຂອງຮູບຮ່າງເປັນສິ່ງທີ່ບໍ່ສາມາດເຈລະຈາໄດ້. ລະບົບນີ້ເພີ່ມຄວາມສັບສົນທາງດ້ານເຄື່ອງຈັກ ແຕ່ເພີ່ມມູນຄ່າເຊີງການຄ້າ ແລະ ລະດັບປະສິດທິພາບຂອງຕົວກັ້ນທີ່ຜະລິດອອກມາຢ່າງຫຼວງຫຼາຍ.
ລະບົບການຕິດຕັ້ງດ້ວຍກາວ
ໜ່ວຍການນຳໃຊ້ກາວທີ່ລະລາຍຮ້ອນ
ລະບົບກາວເປັນໜຶ່ງໃນສ່ວນປະກອບທີ່ມີຄວາມອ່ອນໄຫວທາງດ້ານການດຳເນີນງານຫຼາຍທີ່ສຸດໃນເຄື່ອງ ເຄື່ອງຕົກແຕ່ງຕົວກັ້ນອາກາດ HEPA ຫນ້າທີ່ຫຼັກຂອງມັນແມ່ນເພື່ອໃຊ້ຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍ (hot melt adhesive) ໃນຮູບແບບເສັ້ນທີ່ຖືກຕ້ອງຢູ່ຕາມເສັ້ນຂອງການພັບ ຫຼື ຕາມຈຸດຕິດຕໍ່ຂອງຕົວແຍກ ເພື່ອເຊື່ອມຕໍ່ໂຄງສ້າງ ແລະ ປ້ອງກັນການເຄື່ອນທີ່ຂອງການພັບໃນເວລາໃຊ້ງານ. ຄຸນນະພາບ ແລະ ຄວາມສອດຄ່ອງຂອງການໃຊ້ຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍມີຜົນກະທົບໂດຍກົງຕໍ່ຄວາມທົນທານຂອງຕົວກັ້ນ ແລະ ຄວາມສາມາດໃນການໃຊ້ງານໄດ້ຢ່າງຍືນຍາວ.
ໜ່ວຍຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍມັກປະກອບດ້ວຍຖັງເຮັດຄວາມຮ້ອນ, ວາວທີ່ໃຊ້ເພື່ອຈ່າຍຄວາມຮ້ອນທີ່ມີຄວາມຖືກຕ້ອງສູງ, ແລະ ຫົວທໍ່ທີ່ໃຊ້ເພື່ອຈ່າຍຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍໃນຮູບແບບເສັ້ນ ໂດຍສອດຄ່ອງກັບວຟັງການພັບ. ການຄວບຄຸມອຸນຫະພູມຂອງຖັງຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍແມ່ນມີຄວາມສຳຄັນຫຼາຍ ເນື່ອງຈາກການປ່ຽນແປງຄວາມໜືດ (viscosity) ທີ່ເກີດຈາກການປ່ຽນແປງອຸນຫະພູມສາມາດເຮັດໃຫ້ເສັ້ນຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍມີຄວາມກວ້າງ, ຄວາມເລິກທີ່ເຂົ້າໄປໃນວັດສະດຸ, ແລະ ຄວາມແຂງແຮງຂອງການເຊື່ອມຕໍ່ປ່ຽນແປງໄປ. ລະບົບການຕິດຄວາມຮ້ອນທີ່ໃຊ້ໃນເຄື່ອງຕົວກັ້ນອາກາດ HEPA ລຸ້ນທັນສະໄໝ ໃຊ້ລະບົບຄວບຄຸມອຸນຫະພູມແບບປິດ (closed-loop temperature controllers) ເພື່ອຮັກສາຄວາມຮ້ອນທີ່ເປັນເຈື້ອລະລາຍໃຫ້ຢູ່ໃນຂອບເຂດທີ່ເໝາະສົມທີ່ສຸດສຳລັບການນຳໃຊ້.
ການປັບຄ່າຂອງຫົວຈ່າຍເປັນອີກປັດໄຈທີ່ສຳຄັນ. ຖ້າຫົວຈ່າຍບໍ່ຖືກຕ້ອງ, ອາດເຮັດໃຫ້ວັດສະດຸຢູ່ຕິດເກີດການຕິດຢູ່ທີ່ພື້ນທີ່ການກັ້ນແທນທີ່ຈະຢູ່ທີ່ຈຸດຕິດຕໍ່ທາງໂຄງສ້າງ, ສົ່ງຜົນໃຫ້ເກີດການອຸດຕັນທາງລົມ ແລະ ເຮັດໃຫ້ຄວາມຕ້ານທາງການກັ້ນເພີ່ມຂຶ້ນຢ່າງບໍ່ເປັນທຳມະຊາດ. ການກວດສອບຫົວຈ່າຍຢ່າງເປັນປົກກະຕິ ແລະ ການຕິດຕາມຮູບແບບການຕິດຢູ່ອັດຕະໂນມັດ ແມ່ນເປັນຄຸນລັກສະນະມາດຕະຖານຂອງເຄື່ອງກັ້ນອາກາດ HEPA ທີ່ໃຊ້ໃນການຜະລິດ.
ເຂດການແຫ້ງ ແລະ ການຕັ້ງຕົວ
ຫຼັງຈາກທີ່ໄດ້ນຳໃຊ້ວັດສະດຸຢູ່ຕິດເກີດການຕິດຢູ່ແລ້ວ, ສ່ວນປະກອບຕົວກັ້ນທີ່ຖືກຕິດຢູ່ຈະຕ້ອງຜ່ານເຂດການແຫ້ງ ໂດຍທີ່ວັດສະດຸຢູ່ຕິດເກີດການຕິດຢູ່ທີ່ເປັນແບບຮ້ອນລະລາຍຈະແຂງຕົວ ແລະ ເຂົ້າສູ່ຄວາມແຂງແຮງສູງສຸດ. ສ່ວນນີ້ຂອງເຄື່ອງກັ້ນອາກາດ HEPA ໂດຍທົ່ວໄປຈະໃຊ້ທາງລົມທີ່ມີການຄວບຄຸມ, ເປັນຄັ້ງຄາວຈະມີການຊ່ວຍຈາກການລົມທີ່ມີປະລິມານຕ່ຳເພື່ອເຮັດໃຫ້ການຕັ້ງຕົວໄວຂຶ້ນໂດຍບໍ່ເກີດຄວາມເຄັ່ງຕຶງທາງຄວາມຮ້ອນທີ່ອາດຈະເຮັດໃຫ້ຮູບຮ່າງຂອງສ່ວນທີ່ພັບເບິ່ງບໍ່ຖືກຕ້ອງ.
ຄວາມຍາວ ແລະ ລັກສະນະຂອງອຸນຫະພູມໃນເຂດການແຫ້ງຕ້ອງຖືກປັບໃຫ້ເຂົ້າກັນກັບສູດຂອງວັດສະດຸທີ່ໃຊ້ເຊື່ອມຕໍ່ ແລະ ຄວາມໄວຂອງແຖວການຜະລິດ. ຖ້າການເຊື່ອມຕໍ່ບໍ່ບັນລຸຄວາມແຂງແຮງທີ່ພໍເທົ່າທີ່ຈະເຮັດໄດ້ກ່ອນການດຳເນີນການທາງກົລະຈັກຂັ້ນຕໍ່ໄປ—ເຊັ່ນ: ການຕັດ ຫຼື ການຕິດຕັ້ງໂຄງສ້າງ—ດັ່ງນັ້ນໂຄງສ້າງຂອງຕົວກົງການການກັ້ນອາດຈະເລື່ອນທີ່, ສົ່ງຜົນໃຫ້ເກີດຄວາມບໍ່ສອດຄ່ອງດ້ານມິຕິ. ດັ່ງນັ້ນ, ການອອກແບບເຂດການແຫ້ງຢ່າງຖືກຕ້ອງຈຶ່ງເປັນສ່ວນສຳຄັນທີ່ຈະຮັກສາຄວາມເປັນເອກະລັກຂອງຜະລິດຕະພັນໃນລະຫວ່າງການເຄື່ອນທີ່ຂອງເຄື່ອງກົງການການກັ້ນອາກາດ HEPA ຢ່າງໄວ.
ສະຖານີການຕັດ ແລະ ການກຳນົດຂະໜາດ
ໜ່ວຍການຕັດຄວາມຍາວອັດຕະໂນມັດ
ເມື່ອສື່ການກັ້ນທີ່ຖືກຈັດເປັນຮ່ອງ ແລະ ເຊື່ອມຕໍ່ແລ້ວອອກຈາກເຂດການແຫ້ງ, ມັນຈຳເປັນຕ້ອງຖືກຕັດໃຫ້ໄດ້ຄວາມຍາວທີ່ຕ້ອງການຂອງຕົວກົງການການກັ້ນ. ສະຖານີການຕັດໃນເຄື່ອງກົງການການກັ້ນອາກາດ HEPA ໃຊ້ມີດປະເພດກິລ໌ໂຕຕິນ, ມີດລ້ຽວ, ຫຼື ມີດອຸລະສອນິກເພື່ອຕັດສ່ວນທີ່ຈັດເປັນຮ່ອງຢ່າງຕໍ່ເນື່ອງອອກເປັນສ່ວນຂອງຕົວກົງການການກັ້ນທີ່ແຍກຕ່າງຫາກ ໂດຍມີຂະໜາດທີ່ກຳນົດໄວ້. ຄວາມຖືກຕ້ອງຂອງການຕັດເປັນສິ່ງສຳຄັນເປັນຢ່າງຍິ່ງ ເນື່ອງຈາກຕົວກົງການການກັ້ນ HEPA ຕ້ອງຖືກຕິດຕັ້ງໃຫ້ພໍດີພໍກັບໂຄງສ້າງທີ່ໃຊ້ເກັບຮັກສາເພື່ອປ້ອງກັນການລົ້ນໄຫຼຂອງອາກາດ.
ຄວາມຍາວທີ່ຕັດແມ່ນຄວບຄຸມໂດຍ PLC ຂອງເຄື່ອງຮ່ວມກັບເຄື່ອງວັດແທກເສັ້ນຊື່ (linear encoder) ຫຼື ເຊັນເຊີວັດແທກຕຳແໜ່ງ (positional sensor) ທີ່ຕິດຕາມໄລຍະທາງທີ່ວັດຖຸເຄື່ອນທີ່ຈາກຈຸດອ້າງອີງ. ໃນຮູບແບບເຄື່ອງຕົກແຕ່ງຕົວກົງ (hepa air filter machine) ລຸ້ນທີ່ທັນສະໄໝ, ຜູ້ປະຕິບັດງານສາມາດປ້ອນຄວາມຍາວທີ່ຕ້ອງການຕັດຜ່ານອິນເຕີເຟດ໌ໆ ທີ່ເປັນໜ້າຈໍສຳຜັດ (touchscreen interface) ແລະ ລະບົບຈະປັບເວລາຂອງມີດອັດຕະໂນມັດເພື່ອໃຫ້ເຂົ້າກັນກັບຄວາມຍາວທີ່ຕັດ. ຄວາມສາມາດນີ້ຊ່ວຍໃຫ້ສາມາດປ່ຽນໄປຫາຂະໜາດຕົວກົງທີ່ແຕກຕ່າງກັນໄດ້ຢ່າງໄວວາໂດຍບໍ່ຕ້ອງປັບປຸງເຄື່ອງຈັກອີກ.
ການບໍາລຸງຮັກສາມີດເປັນປັດໄຈທີ່ມັກຖືກລືມເຖິງແຕ່ມີຄວາມສຳຄັນຢ່າງຍິ່ງ. ມີດທີ່ບໍ່ແ sharp ອາດຈະເຮັດໃຫ້ເສັ້ນໄຍແກ້ວ (fiberglass) ຖືກບີບແທນທີ່ຈະຖືກຕັດຢ່າງເລືອນລາດ, ສົ່ງຜົນໃຫ້ເກີດມື້ນເສັ້ນໄຍທີ່ໜ້າຕັດ ແລະ ສົ່ງຜົນໃຫ້ຄວາມແໜ່ນໃນສ່ວນທ້າຍຂອງເສັ້ນພັບ (terminal pleat) ອ່ອນລົງ.
ການປິດຜົນທີ່ແຂວງ (Edge Sealing) ແລະ ການປະສົມປະສານກັບໂຄງສ້າງ (Frame Integration)
ໃນການຈັດຕັ້ງສະຖານທີ່ຜະລິດຫຼາຍຮູບແບບ, ສະຖານີການຕັດຈະຖືກຕິດຕາມດ້ວຍໜ່ວຍປິດຊີວະຂອງເສັ້ນຄົວ ຫຼື ໜ່ວຍປະກອບໂຄງສ້າງທີ່ເຮັດໃຫ້ການປະກອບຕົວການກັ້ນສຳເລັດ. ສະຖານີນີ້ຈະໃຊ້ວັດສະດຸປິດຊີວະ ຫຼື ວັດສະດຸຕິດຕາມເສັ້ນຄົວທີສອງຢູ່ແຖວຮອບຂອງຕົວການກັ້ນທີ່ຖືກຕັດແລ້ວ ແລະ ຈັດວາງມັນໄວ້ພາຍໃນໂຄງສ້າງທີ່ເຮັດຈາກເຫຼັກ, ເນື້ອໄມ້ ຫຼື ພາລິເມີ. ການປິດຊີວະລະຫວ່າງຕົວການກັ້ນ ແລະ ໂຄງສ້າງເປັນຈຸດທີ່ສຳຄັນທີ່ສຸດດ້ານໂຄງສ້າງໃນການຜະລິດຕົວການກັ້ນ HEPA ເນື່ອງຈາກຖ້າມີຊ່ອງຫວ່າງໃດໆກໍຈະເຮັດໃຫ້ອາກາດທີ່ບໍ່ໄດ້ຜ່ານການກັ້ນເຂົ້າໄປໃນລະບົບໄດ້ທັງໝົດ.
ເຄື່ອງຕົວການກັ້ນອາກາດ HEPA ທີ່ຖືກຕັ້ງຄ່າດ້ວຍຄວາມສາມາດໃນການປະກອບໂຄງສ້າງຢູ່ພາຍໃນເຄື່ອງຈັກຈະຫຼຸດຜ່ອນຈຳນວນຂັ້ນຕອນການຈັດການດ້ວຍມືທີ່ຕ້ອງການໃນຂະບວນການຜະລິດ, ເຊິ່ງຈະຫຼຸດຜ່ອນຕົ້ນທຶນແຮງງານ ແລະ ຄວາມສ່ຽງຂອງການປົນເປືືອນ ຫຼື ຄວາມເສຍຫາຍໃນເວລາທີ່ຍ້າຍຈາກສະຖານີໜຶ່ງໄປອີກສະຖານີໜຶ່ງ. ລະບົບການຈັດວາງ ແລະ ການກົດໂຄງສ້າງອັດຕະໂນມັດສາມາດປັບຄ່າໄດ້ເພື່ອບັນລຸຄວາມເລິກຂອງການກົດວັດສະດຸປິດຊີວະທີ່ສອດຄ່ອງກັນ, ເຊິ່ງເຊື່ອມຕໍ່ໂດຍກົງກັບຜົນການທົດສອບການຮັ່ວໄຫຼຂອງຕົວການກັ້ນໃນຂະບວນການກວດສອບຄຸນນະພາບ.
ລະບົບຄວບຄຸມ ແລະ ສຳເນົາການອັດຕະໂນມັດ
ຄອນโทรລໍເລີຣ໌ທີ່ສາມາດໂປຼແກຼມໄດ້ ແລະ ອິນເຕີເຟດ ມະນຸດ-ເຄື່ອງຈັກ
ລະບົບຄອນโทรລໍເລີຣ໌ ແມ່ນສ່ວນທີ່ເຮັດຫນ້າທີ່ເປັນສະຫມອງໃນການເຮັດວຽກຂອງເຄື່ອງການກົງກັນຂ້າມກັບຝຸ່ນ HEPA. ຄອນโทรລໍເລີຣ໌ທີ່ສາມາດໂປຼແກຼມໄດ້ (PLC) ຈະຄວບຄຸມເວລາ, ລຳດັບການດຳເນີນງານ, ແລະ ວົງຈອນການປ້ອນຂໍ້ມູນກັບຄືນ (feedback loops) ເພື່ອປະສານງານລະຫວ່າງລະບົບເຄື່ອງຈັກ ແລະ ລະບົບຄວາມຮ້ອນທັງໝົດທີ່ຢູ່ໃນເຄື່ອງ. PLC ຈະສື່ສານກັບໄດເວີຣ໌ເຊີໂວ (servo drives), ອາເຣ ຂອງເຊັນເຊີ (sensor arrays), ອຸປະກອນຄວບຄຸມຄວາມຮ້ອນ (heating controllers), ແລະ ວາວທີ່ເຄື່ອງຈັກເຮັດວຽກດ້ວຍອາກາດ (pneumatic valves) ເພື່ອຮັກສາການດຳເນີນງານທີ່ເປັນເອກະລາດ ແລະ ສອດຄ່ອງກັນທັງໝົດໃນທຸກໆສະຖານີ.
ອິນເຕີເຟດ ມະນຸດ-ເຄື່ອງຈັກ (HMI) ໂດຍທົ່ວໄປປະກອບດ້ວຍແຜ່ນຈໍສຳຜັດສີທີ່ເຮັດໃຫ້ຜູ້ປະຕິບັດງານສາມາດຕັ້ງຄ່າປັດໃຈການຜະລິດ, ຕິດຕາມສະຖານະການຈິງໃນເວລາຈິງ, ແລະ ເຂົ້າເຖິງການວິເຄາະບັນຫາຂອງເຄື່ອງ. ໃນການຕິດຕັ້ງເຄື່ອງການກົງກັນຂ້າມກັບຝຸ່ນ HEPA ທີ່ໃຊ້ໃນການຜະລິດ, ປັດໃຈການຜະລິດສຳລັບຮູບແບບຕ່າງໆຂອງຕົວກົງກັນຂ້າມກັບຝຸ່ນ (filter models) ສາມາດບັນທຶກໄວ້ເປັນໂປຼແກຼມທີ່ມີຊື່ເລີຍກັນໄດ້ ແລະ ສາມາດເອົາມາໃຊ້ຄືນໄດ້ທັນທີ, ເຊິ່ງຈະເຮັດໃຫ້ບໍ່ຕ້ອງໃຊ້ເວລາໃນການຕັ້ງຄ່າຄືນດ້ວຍມືເວລາປ່ຽນປັບຜະລິດຕະພັນ.
ຄວາມສາມາດໃນການບັນທຶກຂໍ້ມູນ ແມ່ນກາຍເປັນມາດຕະຖານທີ່ເພີ່ມຂື້ນເລື້ອຍໆໃນລະບົບຄວບຄຸມເຄື່ອງຕອງຕົວກັ້ນອາກາດ HEPA ສະໄໝໃໝ່. ຈຳນວນການຜະລິດ, ປະຫວັດຄວາມຜິດປົກກະຕິ, ແນວໂນ້ມຂອງອຸນຫະພູມກາວ, ແລະ ເວລາຂອງວຟັງຈັກຕັດ ສາມາດບັນທຶກ ແລະ ນຳເຂົ້າ-ອອກໄດ້ທັງໝົດ ເພື່ອການລາຍງານການຮັບປະກັນຄຸນນະພາບ ແລະ ການວາງແຜນບໍາຮຸງຮັກສາແບບທຳນາຍໄດ້. ລະດັບຄວາມສາມາດໃນການຕິດຕາມຂະບວນການນີ້ ແມ່ນກຳລັງກາຍເປັນຄວາມຕ້ອງການຂອງລູກຄ້າໃນອຸດສາຫະກຳທີ່ຢູ່ໃຕ້ການຄຸມຄວບເຊັ່ນ: ການຜະລິດຢາ ແລະ ການກໍ່ສ້າງຫ້ອງທີ່ບໍ່ມີຝຸ່ນ.
ລະບົບຄວາມປອດໄພ ແລະ ການກວດພົບຄວາມຜິດປົກກະຕິ
ເຄື່ອງຜະລິດຕົວກັ້ນອາກາດ HEPA ຕ້ອງມີລະບົບຄວາມປອດໄພຫຼາຍຊັ້ນເພື່ອປ້ອງກັນທັງຜູ້ປະຕິບັດງານ ແລະ ອຸປະກອນ. ລະບົບຕັດສິ່ງທີ່ເກີດຂື້ນທັນທີ, ມ່ວນແສງທີ່ຕິດຕັ້ງຢູ່ບ່ອນທີ່ມີການເຄື່ອນທີ່, ແລະ ວາວເປີດຄວາມດັນເພື່ອປ້ອງກັນການເກີດຄວາມດັນເກີນໃນລະບົບໄອແກັສ ແມ່ນເປັນລັກສະນະການປ້ອງກັນທີ່ມາດຕະຖານທັງໝົດ. ການປ້ອງກັນການເກີດອຸນຫະພູມສູງເກີນໄປໃນລະບົບໃຫ້ຄວາມຮ້ອນກັບກາວ ແມ່ນມີຄວາມສຳຄັນເປັນຢ່າງຍິ່ງ, ເນື່ອງຈາກກາວທີ່ຮ້ອນເກີນໄປອາດເຮັດໃຫ້ເກີດອັກຄີໄຟ ແລະ ເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍຕໍ່ເຄື່ອງຈັກທີ່ໃຊ້ໃນການສົ່ງວັດຖຸເຂົ້າ.
ເຫດຜົນຂອງການຈັບເຫດຜິດປົກກະຕິໃນ PLC ຈະສັງເກດເງື່ອນໄຂທີ່ຢູ່ນອກຊ່ວງທີ່ກຳນົດ ເຊັ່ນ: ສັນຍານຈາກເຊັນເຊີຄວາມຕຶງທີ່ບອກເຖິງການຕິດຂັດຂອງສື່, ການອຸດຕັນຂອງຫົວຈ່າຍທີ່ແສດງອອກໂດຍການເພີ່ມຂຶ້ນຢ່າງຮຸນແຮງຂອງຄວາມດັນກາວ, ຫຼື ຄວາມແຕກຕ່າງຂອງຄວາມຍາວທີ່ຕັດອອກທີ່ຢູ່ນອກຂອບເຂດຄວາມຖືກຕ້ອງ. ເມື່ອຈັບເຫດຜິດປົກກະຕິໄດ້, ລະບົບຈະຢຸດດຳເນີນການອັດຕະໂນມັດ, ບັນທຶກເຫດການດັ່ງກ່າວ, ແລະ ແສດງລະຫັດການວິເຄາະເພື່ອຊ່ວຍໃຫ້ຜູ້ປະຕິບັດງານປະຕິບັດຕາມຂັ້ນຕອນການແກ້ໄຂ. ສິ່ງນີ້ຊ່ວຍຫຼຸດຜ່ອນເວລາທີ່ລະບົບຢຸດດຳເນີນການຢ່າງບໍ່ໄດ້ວາງແຜນ ແລະ ປ້ອງກັນການຜະລິດຕະພັນຕົວກົງກັນຂ້າງ (HEPA filters) ທີ່ບໍ່ເປັນໄປຕາມມາດຕະຖານ ເຊິ່ງຈະຕ້ອງໄດ້ຮັບການປັບປຸງໃໝ່ ຫຼື ຖືກປະຖິ້ມ.
ຄຳຖາມທີ່ຖືກຖາມເລື້ອຍໆ
ເຄື່ອງຕົວກົງກັນຂ້າງ HEPA ໃຊ້ສື່ປະເພດໃດ?
ລະບົບເຄື່ອງຕອງຕາມຕົວກັ້ນອາກາດ HEPA ສ່ວນຫຼາຍຖືກອອກແບບມາເພື່ອປຸງແຕ່ງສື່ທີ່ເຮັດຈາກເສັ້ນໄຍແກ້ວບໍໂຣຊິລິເຄດ (borosilicate glass fiber), ເຊິ່ງເປັນທີ່ຮູ້ຈັກທົ່ວໄປວ່າເປັນສື່ HEPA ທີ່ເຮັດຈາກເສັ້ນໄຍແກ້ວ (fiberglass HEPA media). ວັດສະດຸນີ້ໃຫ້ໂຄງສ້າງຂອງເສັ້ນໄຍທີ່ມີຂະໜາດນ້ອຍກວ່າ 1 ໄມໂຄຣນ (sub-micron) ເຊິ່ງຈຳເປັນຕໍ່ການບັນລຸປະສິດທິພາບໃນການຈັບອະນຸພາກ (particle capture efficiency) ຂອງຕົວກັ້ນ HEPA (ປົກກະຕິແລ້ວແມ່ນ 99.97% ສຳລັບອະນຸພາກທີ່ມີຂະໜາດ 0.3 ໄມໂຄຣນ). ເຄື່ອງບາງລະບົບຍັງສາມາດປຸງແຕ່ງສື່ທີ່ເຮັດຈາກເສັ້ນໄຍສັງເຄາະ (synthetic fiber media) ໄດ້, ແຕ່ວ່າການຕັ້ງຄ່າທາງກົກ (mechanical settings) ສຳລັບຄວາມຕຶງ (tension), ກຳລັງການພັບ (pleating force), ແລະ ປັດໄຈຂອງກາວ (adhesive parameters) ຈະຕ້ອງຖືກປັບປຸງໃຫ້ເໝາະສົມຕາມນັ້ນ.
ເຄື່ອງຕອງຕາມຕົວກັ້ນອາກາດ HEPA ຮັກສາຄວາມສອດຄ່ອງຂອງການພັບ (pleat consistency) ໃນຄວາມໄວສູງໄດ້ແນວໃດ?
ເຄື່ອງຕອງຕາມຕົວກັ້ນອາກາດ HEPA ສາມາດບັນລຸຄວາມສອດຄ່ອງຂອງການພັບໄດ້ຜ່ານການຄວບຄຸມທີ່ເປັນລະບົບດ້ວຍມໍເຕີ servo ທີ່ເຊື່ອມຕໍ່ກັນ, ການປ້ອນຂໍ້ມູນກັບຄືນ (closed-loop feedback) ຈາກເຄື່ອງວັດແທກຕຳແໜ່ງ (positional encoders), ແລະ ການຄວບຄຸມຄວາມຕຶງໃນເວລາຈິງ (real-time tension regulation). ເມື່ອຄວາມໄວໃນການຜະລິດເພີ່ມຂຶ້ນ, PLC ຈະປັບເວລາການຕັດ (knife timing), ອັດຕາການຈ່າຍກາວ (adhesive dispensing frequency), ແລະ ຄວາມໄວຂອງອາວທີ່ໃຊ້ໃນການພັບ (folding arm velocity) ໂດຍອັດຕະໂນມັດເພື່ອຮັບປະກັນວ່າທຸກໆການພັບຈະມີຄວາມຫ່າງລະຫວ່າງການພັບ (pitch) ແລະ ຄວາມເລິກ (depth) ເທົ່າກັນຕາມທີ່ກຳນົດໄວ້ໃນຂໍ້ກຳນົດຂອງຕົວກັ້ນທີ່ໄດ້ລາຍການໄວ້.
ຊ່ວງເວລາທີ່ຄວນດຳເນີນການບໍາລຸງຮັກສາເຄື່ອງຕົກແຕ່ງອາກາດ HEPA ແມ່ນປະກົດຂຶ້ນເປັນປະກົດຕາເທົ່າໃດ?
ແຜນການບໍາລຸງຮັກສາເຄື່ອງຕົກແຕ່ງອາກາດ HEPA ໂດຍທົ່ວໄປຈະປະກອບດ້ວຍການກວດສອບເຄື່ອງພົ້ນທີ່ຢູ່ທີ່ປາກຈ່າຍແລະສະພາບຂອງມີດຕັດທຸກໆວັນ, ການລ້າງຖັງກາວແລະລໍ້ຕຶງທຸກໆອາທິດ, ແລະການລ້ຽງນ້ຳມັນໃຫ້ກົງຈັກພັບເປັນລັງ (pleating mechanisms) ທີ່ຂັບເຄື່ອນດ້ວຍກາມ (cam-driven) ແລະ gearbox ຂອງ servo ທຸກໆເດືອນ. ຄວາມຖີ່ຂອງການບໍາລຸງຮັກສານີ້ຂຶ້ນກັບປະລິມານການຜະລິດ ແລະ ປະເພດຂອງວັດສະດຸທີ່ໃຊ້, ແຕ່ການບໍາລຸງຮັກສາເປັນປະຈຳ (preventive maintenance) ຢ່າງເປັນລະບົບແມ່ນປັດໄຈຫຼັກທີ່ຊ່ວຍຮັກສາຄວາມຖືກຕ້ອງຂອງຂະໜາດໃນໄລຍະຍາວ ແລະ ຫຼຸດຜ່ອນເວລາທີ່ເຄື່ອງຢຸດເຮັດວຽກຢ່າງບໍ່ໄດ້ວາງແຜນ.
ເຄື່ອງຕົກແຕ່ງອາກາດ HEPA ເຄື່ອງດຽວສາມາດຜະລິດຕົວກັ້ນທີ່ມີຂະໜາດຫຼາຍຮູບແບບໄດ້ຫຼືບໍ?
ແມ່ນ, ລຸ້ນເຄື່ອງຕົກແຕ່ງຕົວກະຈາຍອາກາດ HEPA ສ່ວນຫຼາຍໃນປັດຈຸບັນສາມາດຜະລິດໄດ້ຫຼາຍຮູບແບບຜ່ານຊຸດພາລາມິເຕີທີ່ສາມາດໂປຼແກຣມໄດ້ ເຊິ່ງຖືກຈັດເກັບໄວ້ໃນ PLC. ຜູ້ປະຕິບັດງານສາມາດປ່ຽນໄປລະຫວ່າງຄວາມຍາວຂອງຕົວກະຈາຍອາກາດທີ່ແຕກຕ່າງກັນ, ຄວາມເລິກຂອງການພັບ, ແລະ ຊ່ອງຫວ່າງລະຫວ່າງແຕ່ລະແຖວຂອງຕົວແຍກ ໂດຍການໂຫຼດໂປຼແກຣມທີ່ສອດຄ່ອງ ແລະ ປັບປຸງເລັກນ້ອຍໃນສ່ວນເຄື່ອງຈັກເຊັ່ນ: ລາວລ໌ນຳທາງ ຫຼື ຕຳແໜ່ງຂອງປາກຈ່າຍ. ຂອບເຂດຄວາມຫຼາກຫຼາຍຂອງເຄື່ອງຈັກນີ້ຂຶ້ນກັບຂອບເຂດການອອກແບບຂອງມັນ, ດັ່ງນັ້ນຈຶ່ງແນະນຳຢ່າງແຂງແຮງໃຫ້ລະບຸຂອບເຂດຂະໜາດຂອງຕົວກະຈາຍອາກາດທີ່ຕ້ອງການກ່ອນການຈັດຊື້ອຸປະກອນ.
ບົດສາລະບານ
- ລະບົບການຈັດການ ແລະ ສົ່ງວັດສະດຸເຂົ້າ
- ໜ່ວຍພັບ
- ລະບົບການຕິດຕັ້ງດ້ວຍກາວ
- ສະຖານີການຕັດ ແລະ ການກຳນົດຂະໜາດ
- ລະບົບຄວບຄຸມ ແລະ ສຳເນົາການອັດຕະໂນມັດ
-
ຄຳຖາມທີ່ຖືກຖາມເລື້ອຍໆ
- ເຄື່ອງຕົວກົງກັນຂ້າງ HEPA ໃຊ້ສື່ປະເພດໃດ?
- ເຄື່ອງຕອງຕາມຕົວກັ້ນອາກາດ HEPA ຮັກສາຄວາມສອດຄ່ອງຂອງການພັບ (pleat consistency) ໃນຄວາມໄວສູງໄດ້ແນວໃດ?
- ຊ່ວງເວລາທີ່ຄວນດຳເນີນການບໍາລຸງຮັກສາເຄື່ອງຕົກແຕ່ງອາກາດ HEPA ແມ່ນປະກົດຂຶ້ນເປັນປະກົດຕາເທົ່າໃດ?
- ເຄື່ອງຕົກແຕ່ງອາກາດ HEPA ເຄື່ອງດຽວສາມາດຜະລິດຕົວກັ້ນທີ່ມີຂະໜາດຫຼາຍຮູບແບບໄດ້ຫຼືບໍ?