
ການເລືອກອຸປະກອນທີ່ເໝາະສົມສຳລັບການຜະລິດຕົວກັ້ນ HEPA ແມ່ນໜຶ່ງໃນການຕັດສິນໃຈທີ່ສຳຄັນທີ່ສຸດທີ່ຜູ້ຜະລິດຕົວກັ້ນຈະເຮັດໄດ້. ຂັ້ນຕອນການພັບຢູ່ທີ່ຫົວໃຈຂອງທັງໝົດຂອງຂະບວນການ - ມັນກຳນົດຄວາມເປັນເອກະລາດຂອງວັດສະດຸ, ຄວາມສອດຄ່ອງຂອງການລົມທີ່ລ່ວນຜ່ານ, ແລະ ສຸດທ້າຍແມ່ນປະສິດທິພາບການກັ້ນທີ່ລູກຄ້າທ້າຍຂອງທ່ານເຊື່ອໝັ້ນ. A ເຄື່ອງຕັດຫຍິບ mini ຖືກອອກແບບມາເປີດເພື່ອໃຊ້ເປັນພິເສດສຳລັບສື່ HEPA ເຊິ່ງນຳເອົາຄວາມສາມາດໃນການພັບທີ່ມີຄວາມຖືກຕ້ອງສູງມາສູ່ການດຳເນີນງານທີ່ຕ້ອງການຮູບຮ່າງຂອງການພັບທີ່ແນ່ນອນ, ການຈັດການສື່ທີ່ສະອາດ, ແລະ ຜົນຜະລິດທີ່ສາມາດເຮັດຊ້ຳໄດ້ຢ່າງເປັນລຳດັບສຳລັບຊັ້ນຕົວກອງທີ່ມີຄວາມອ່ອນໄຫວສູງ. ການເຂົ້າໃຈວິທີການປະເມີນຜົນ ແລະ ເລືອກຮູບແບບທີ່ເໝາະສົມແມ່ນມີຄວາມສຳຄັນຢ່າງຍິ່ງກ່ອນທີ່ຈະລົງທຶນທຶນຫຼືຂະຫຍາຍການຜະລິດ.
ບັນຫາຄືວ່າ ບໍ່ທຸກໆເຄື່ອງຈັກພັບເລັກໆທີ່ມີຢູ່ໃນຕະຫຼາດຖືກອອກແບບມາເພື່ອຈັດການກັບສື່ທີ່ອ່ອນໄຫວ ແລະ ມີເສັ້ນໃຍແກ້ວເປັນພື້ນຖານ ທີ່ໃຊ້ໃນຕົວກັ້ນລະດັບ HEPA. ສື່ HEPA ແມ່ນເປີດເຜີຍງ່າຍ, ມີຄວາມໄວ້ວາງຕໍ່ຄວາມຮູ້ສຶກທາງໄຟຟ້າ ແລະ ບໍ່ສາມາດຮັບເອົາຄວາມເຄີຍຂອງກົງເຄື່ອງທີ່ຈະເຮັດໃຫ້ເສັ້ນໃຍຫັກ ຫຼື ສື່ແຕກ. ເຄື່ອງຈັກທີ່ເຮັດວຽກໄດ້ດີກັບສື່ຕົວກັ້ນທີ່ເຮັດຈາກ polyester ຫຼື ສັງເຄີງອາດຈະເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍເລັກນ້ອຍ ແລະ ລົດຖືກການກັ້ນຫຼຸດລົງເມື່ອນຳໄປໃຊ້ກັບສື່ທີ່ແທ້ຈິງລະດັບ HEPA. ຄູ່ມືນີ້ຈະນຳທ່ານໄປທົ່ວເກນການເລືອກທີ່ສຳຄັນທັງໝົດ — ເລີ່ມຈາກສະຖາປັດຕະຍາການກົງເຄື່ອງ ແລະ ການຄວບຄຸມຮູບຮ່າງຂອງການພັບ ໄປຈົນເຖິງ ຊ່ວງຄວາມໄວ, ຄວາມເຂົ້າກັນໄດ້ກັບສື່ ແລະ ລຳດັບຂັ້ນຕອນການເຮັດວຽກຂອງຜູ້ປະຕິບັດ — ເພື່ອໃຫ້ທ່ານສາມາດຕັດສິນໃຈການຈັດຊື້ທີ່ມີຂໍ້ມູນຢ່າງດີ.
ການເຂົ້າໃຈວ່າເຄື່ອງຈັກພັບເລັກໆເຮັດຫຍັງໃນການຜະລິດຕົວກັ້ນ HEPA
ບົດບາດຂອງການພັບຕໍ່ປະສິດທິພາບຂອງຕົວກັ້ນ
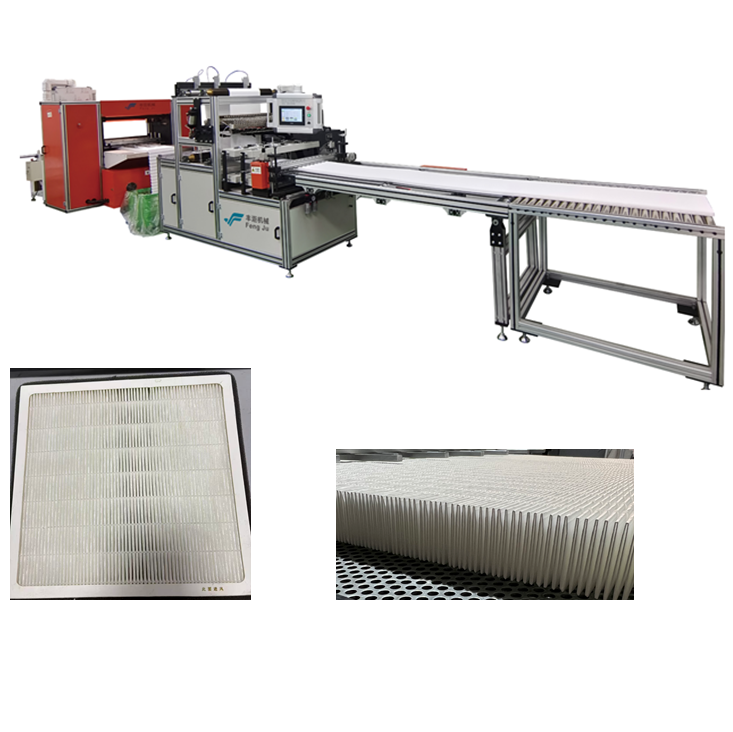
ປະສິດທິພາບຂອງຕົວກັ້ນ HEPA ບໍ່ໄດ້ຖືກກຳນົດເພີ່ຍງແຕ່ຈາກສື່ການກັ້ນດິບເທົ່ານັ້ນ — ມັນຍັງຂຶ້ນກັບຄຸນນະພາບຂອງຂະບວນການກັບເປັນລັງທີ່ໃຊ້ປັ້ນສື່ດັ່ງກ່າວເຂົ້າໄປເປັນອົງປະກອບຕົວກັ້ນທີ່ໃຊ້ງານໄດ້ຢ່າງເທົ່າທຽມກັນ. ການກັບເປັນລັງເຮັດໃຫ້ເນື້ອທີ່ໜ້າຕັດທີ່ມີປະສິດທິຜົນສຳລັບການຈັບອະນຸພາກເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍພາຍໃນໂຄງສ້າງທີ່ມີຂະໜາດເລັກ. ໃນເຄື່ອງກັບເປັນລັງປະເພດຈຳນວນນ້ອຍ (mini pleating machine), ສື່ການກັ້ນຈະຖືກສົ່ງຜ່ານຊຸດຂອງມີດທີ່ຄວບຄຸມຄວາມຖືກຕ້ອງຫຼືລໍ້ທີ່ເລືອນໄດ້ (rotary cams) ເຊິ່ງຈະສ້າງເປັນຮູບພາບຂອງການກັບເປັນລັງທີ່ຫ່າງເທົ່າກັນ ແລະ ມີຄວາມສອດຄ່ອງກັນທົ່ວທັງຄວາມກວ້າງຂອງວັດຖຸ.
ສຳລັບຕົວກະຈາຍອາກາດ HEPA, ຄວາມເປັນເອກະພາບນີ້ບໍ່ແມ່ນທາງເລືອກ. ການປ່ຽນແປງໃດໆໃນຄວາມສູງຂອງແຖວພັບ, ຊ່ວງຫ່າງລະຫວ່າງແຖວພັບ ຫຼື ມຸມຂອງການພັບ ຈະເຮັດໃຫ້ເກີດທາງເດີນອາກາດທີ່ບໍ່ເປັນເອກະພາບພາຍໃນຊຸດຕົວກະຈາຍອາກາດ, ເຮັດໃຫ້ເກີດເຂດທີ່ມີຄວາມໄວສູງຢູ່ບ່ອນທີ່ກຳນົດ ເຊິ່ງຈະເຮັດໃຫ້ອາກາດລ້ຽງຜ່ານຕົວກະຈາຍອາກາດໂດຍບໍ່ໄດ້ຜ່ານວັດສະດຸຕົວກະຈາຍອາກາດ ແລະ ລົດຕ່ຳປະສິດທິພາບໃນການຈັບອະນຸພາກ. ເຄື່ອງພັບແຖວຂະໜາດນ້ອຍທີ່ຖືກຕັ້ງຄ່າຢ່າງຖືກຕ້ອງຈະຂຈາຍຄວາມບໍ່ເປັນເອກະພາບເຫຼົ່ານີ້ໄດ້ດ້ວຍການຮັກສາຂະໜາດຂອງແຖວພັບໃນຂອບເຂດທີ່ຄ່ອນຂ້າງແຄບໃນທັງໝົດຂອງການຜະລິດ. ຄວາມຖືກຕ້ອງທາງດ້ານເຄື່ອງຈັກໃນລະດັບນີ້ແມ່ນສິ່ງທີ່ແຍກເຄື່ອງພັບແຖວ HEPA ພິເສດອອກຈາກວິທີການພັບທົ່ວໄປ.
ເປັນຫຍັງເຄື່ອງທີ່ມີຮູບແບບຂະໜາດນ້ອຍຈຶ່ງເໝາະສຳລັບສະພາບແວດລ້ອມການຜະລິດບາງປະເພດດີກວ່າ
ເຄື່ອງຈັກຫຼຸດຮູບແບບຈີບຂະໜາດນ້ອຍແຕກຕ່າງຈາກເຄື່ອງຈັກອຸດສາຫະກຳຂະໜາດໃຫຍ່ດ້ວຍຂະໜາດທີ່ເລັກກວ່າ, ຄວາມສາມາດໃນການປຸງແຕ່ງສື່ທີ່ມີຄວາມກວ້າງໆນ້ອຍກວ່າ, ແລະ ຄວາມຍືດຫຼຸ່ນໃນການຜະລິດຕົວກັ້ນສຳລັບການຜະລິດຈຳນວນໜ້ອຍ ຫຼື ຜະລິດຕົວກັ້ນທີ່ມີຄວາມເປັນພິເສດ. ໃນສະພາບແວດລ້ອມການຜະລິດຕົວກັ້ນ HEPA ສ່ວນຫຼາຍ — ລວມທັງການກັ້ນອາກາດໃນຫ້ອງທີ່ບໍ່ມີຝຸ່ນ, ການກັ້ນອາກາດໃນລະບົບ HVAC ສຳລັບການດູແລສຸຂະພາບ, ການຈັດການອາກາດໃນຫ້ອງທົດລອງ, ແລະ ການກັ້ນອາກາດທີ່ມີປະສິດທິພາບສູງສຳລັບທີ່ຢູ່ອາໄສ — ມີຂະໜາດຕົວກັ້ນທີ່ຄ່ອນຂ້າງນ້ອຍ ແລະ ຈຳນວນການຜະລິດແຕ່ລະຊຸດມີຂະໜາດປານກາງ. ເຄື່ອງຈັກຫຼຸດຮູບແບບຈີບຂະໜາດເຕັມທີ່ໃຊ້ໃນອຸດສາຫະກຳຈະເປັນການມີຄວາມສາມາດເກີນຄວາມຕ້ອງການຢ່າງຮຸນແຮງ ແລະ ການລົງທຶນທຶນທີ່ຫຼາຍເກີນໄປສຳລັບການນຳໃຊ້ເຫຼົ່ານີ້.
ເຄື່ອງຈັກຫຼີ້ນທີ່ມີຂະໜາດນ້ອຍຊ່ວຍປິດຊ່ອງຫວ່າງນີ້ ໂດຍໃຫ້ການຄວບຄຸມທີ່ຖືກຕ້ອງຂອງເຄື່ອງຈັກໃນພື້ນທີ່ທີ່ມີປະສິດທິພາບ. ມັນຊ່ວຍໃຫ້ຜູ້ຜະລິດສາມາດປຸງແຕ່ງມວນລູກການທີ່ມີຄວາມກວ້າງແຄບຈົນເຖິງຄວາມກວ້າງກາງດ້ວຍການຄວບຄຸມຮູບຮ່າງຂອງການຫຼີ້ນທີ່ມີຄຸນນະພາບສູງ, ໃນຂະນະທີ່ຮັກສາຄວາມຫຼາກຫຼາຍໃນການດຳເນີນງານເພື່ອປ່ຽນໄປລະຫວ່າງຄວາມສູງຂອງການຫຼີ້ນ ແລະ ຄວາມຫ່າງລະຫວ່າງການຫຼີ້ນຕາມການປ່ຽນແປງຂອງຂໍ້ກຳນົດຜະລິດຕະພັນ. ຄວາມສາມາດໃນການປັບຕົວນີ້ມີຄວາມສຳຄັນຢ່າງຍິ່ງສຳລັບຜູ້ຜະລິດຕົວກັ້ນຕາມສັນຍາທີ່ໃຫ້ບໍລິການຕະຫຼາດສິ້ນສຸດຫຼາຍແຫ່ງທີ່ມີຄວາມຕ້ອງການທີ່ແຕກຕ່າງກັນຕໍ່ຮູບຮ່າງຂອງຕົວກັ້ນ.
ຂໍ້ກຳນົດດ້ານເຕັກນິກທີ່ສຳຄັນເພື່ອປະເມີນຜົນ
ຂອບເຂດການປັບຄວາມສູງ ແລະ ຄວາມຫ່າງຂອງການຫຼີ້ນ
ໜຶ່ງໃນພາລາມິເຕີດ້ານເທັກນິກທຳອິດທີ່ຄວນພິຈາລະນາເມື່ອເລືອກເຄື່ອງຈັກຫຼີ້ນສາຍແບບຈີ່ນ້ອຍ (mini pleating machine) ແມ່ນໄລຍະທີ່ເຄື່ອງຈັກສາມາດຜະລິດໄດ້ຂອງຄວາມສູງຂອງແຕ່ລະຮ່ອງ (pleat height) ແລະ ຄວາມຫ່າງລະຫວ່າງຈຸດສູງສຸດຂອງຮ່ອງທີ່ຢູ່ຕິດກັນ (pleat pitch). ຄວາມສູງຂອງຮ່ອງ (pleat height) — ຄືຄວາມເລິກຂອງແຕ່ລະການພັບ — ມີຜົນໂທ້ງໂດຍກົງຕໍ່ປະລິມານເນື້ອທີ່ໜ້າປະທັບຂອງວັດສະດຸທີ່ຖືກຈັດເຂົ້າໄປໃນອົງປະກອບຕົວກັ້ນ. ຄວາມຫ່າງລະຫວ່າງຈຸດສູງສຸດຂອງຮ່ອງທີ່ຢູ່ຕິດກັນ (pleat pitch) — ຄືໄລຍະຫ່າງລະຫວ່າງຈຸດສູງສຸດຂອງຮ່ອງທີ່ຢູ່ຕິດກັນ — ກຳນົດຈຳນວນຮ່ອງທີ່ສາມາດຈັດເຂົ້າໄປໃນຄວາມຍາວທີ່ກຳນົດໄວ້ຂອງຕົວກັ້ນ. ສຳລັບການນຳໃຊ້ຕົວກັ້ນ HEPA, ພາລາມິເຕີດ້ານເທັກນິກທັງສອງນີ້ຈຳເປັນຕ້ອງຖືກປັບໃຫ້ເໝາະສົມຮ່ວມກັນເພື່ອເພີ່ມເນື້ອທີ່ໜ້າປະທັບຂອງວັດສະດຸໃຫ້ສູງສຸດ ແລະ ຮັບປະກັນວ່າໜ້າຮ່ອງທີ່ຢູ່ຕິດກັນຈະບໍ່ຖືກກົດເຂົ້າດ້ວຍກັນເວລາເຄື່ອງຈັກກຳລັງເຮັດວຽກ.
ເມື່ອປະເມີນເຄື່ອງຈັກຫຸ້ມແຜ່ນລວມຂະໜາດນ້ອຍ (mini pleating machine) ໃຫ້ຢືນຢັນໄດ້ວ່າ ມີຂອບເຂດການປັບຕັ້ງທັງໝົດສຳລັບທັງສອງພາລາມິເຕີ ແລະ ປະເມີນຄວາມງ່າຍດາຍໃນການປ່ຽນແປງການຕັ້ງຄ່າຂອງເຄື່ອງຈັກ. ເຄື່ອງຈັກທີ່ຕ້ອງໃຊ້ເວລາດົນໃນການປ່ຽນແປງສ່ວນປະກອບທາງກາຍພາບ (mechanical changeovers) ສຳລັບຮູບຮ່າງແຕ່ລະຮູບແບບຂອງການຫຸ້ມແຜ່ນ (pleat geometry) ຈະເຮັດໃຫ້ຄວາມຫຼາກຫຼາຍໃນການຜະລິດຂອງທ່ານຊ້າລົງຢ່າງມີນັກ. ເຄື່ອງຈັກຫຸ້ມແຜ່ນລວມຂະໜາດນ້ອຍທີ່ທັນສະໄໝ ແລະ ອອກແບບມາສຳລັບການໃຊ້ງານດ້ານມືອາຊີບ ໂດຍທົ່ວໄປແລ້ວຈະມີລະບົບການປັບຕັ້ງທີ່ບໍ່ຕ້ອງໃຊ້ເຄື່ອງມື ຫຼື ປັບຕັ້ງດ້ວຍເຄື່ອງມືເພີຍງເລັກນ້ອຍ (tool-free or semi-tool-free adjustment systems) ເຊິ່ງຊ່ວຍໃຫ້ຜູ້ປະຕິບັດງານສາມາດປັບຕັ້ງຂໍ້ກຳນົດໃໝ່ໄດ້ພາຍໃນບໍ່ກີ່ເຖິງເວລາບໍ່ກີ່ເຖິງຊົ່ວໂມງ ແທນທີ່ຈະໃຊ້ເວລາເປັນຊົ່ວໂມງ.
ຄວາມກວ້າງສູງສຸດຂອງສື່ (Media Width Capacity) ແລະ ການຄວບຄຸມຄວາມຕຶງຂອງການປ້ອນ (Feed Tension Control)
ສື່ HEPA ໂດຍທົ່ວໄປມາໃນຮູບແບບມວນທີ່ມີຄວາມກວ້າງເຂົ້າກັນໄດ້ກັບມິຕິມາດຕະຖານຂອງຕົວກັ້ນ, ແລະເຄື່ອງຈັກຂອງທ່ານຕ້ອງສາມາດຮັບເອົາຄວາມກວ້າງທີ່ເປັນສະເພາະຂອງແຖວຜະລິດຕະພັນຂອງທ່ານໄດ້. ກະລຸນາຢືນຢັນຊ່ວງຄວາມກວ້າງຂອງສື່ທີ່ສາມາດໃຊ້ໄດ້ຂອງເຄື່ອງຈັກຫໍ່ເປັນລັງນ້ອຍ (mini pleating machine) ທີ່ທ່ານກຳລັງປະເມີນ – ບໍ່ພຽງແຕ່ຄວາມກວ້າງສູງສຸດທີ່ຖືກຈັດອັນດັບໄວ້ເທົ່ານັ້ນ, ແຕ່ຍັງຈະຕ້ອງພິຈາລະນາວ່າເຄື່ອງຈັກນີ້ເຮັດວຽກໄດ້ດີປານໃດເມື່ອໃຊ້ສື່ທີ່ມີຄວາມກວ້າງນ້ອຍກວ່າຄວາມກວ້າງສູງສຸດຂອງມັນໃນຊ່ວງດັ່ງກ່າວ. ເຄື່ອງຈັກບາງເຄື່ອງອາດຈະມີບັນຫາຄວາມບໍ່ສະຖຽນໃນການຕິດຕາມ (tracking instability) ຫຼື ມີຄວາມບິດເບືອນທີ່ເຂົ້າຂອງສື່ (edge waviness) ເມື່ອເຄື່ອງຈັກເຮັດວຽກກັບສື່ທີ່ມີຄວາມກວ້າງນ້ອຍຫຼາຍເທົ່າກັບຄວາມກວ້າງສູງສຸດທີ່ມັນສາມາດຮັບໄດ້.
ການຄວບຄຸມຄວາມຕຶງຂອງວັດສະດຸທີ່ໃຊ້ໃນການປ້ອນເຂົ້າ (Feed tension control) ມີຄວາມສຳຄັນເທົ່າທຽມກັນເມື່ອເຮັດວຽກກັບສື່ HEPA. ວັດສະດຸພື້ນຖານທີ່ເຮັດຈາກເສັ້ນໄຍແກ້ວ ທີ່ໃຊ້ໃນຕົວກັ້ນ HEPA ນັ້ນມີຄວາມອ່ອນໄຫວສູງຕໍ່ຄວາມເຄັ່ງຕຶງ (tensile stress) ໃນຂະນະທີ່ຖືກປຸນອອກ (unwinding) ແລະ ປ້ອນເຂົ້າ (feeding). ເຄື່ອງຈັກພັບ (pleating machine) ຂະໜາດນ້ອຍທີ່ບໍ່ມີລະບົບຄວບຄຸມຄວາມຕຶງຂອງການປ້ອນເຂົ້າຢ່າງຖືກຕ້ອງ ແລະ ສາມາດປັບໄດ້ຢ່າງແນ່ນອນ ອາດຈະເຮັດໃຫ້ສື່ດັ່ງກ່າວຍືດຕົວຢ່າງບໍ່ເທົ່າທຽມກັນ, ກໍ່ໃຫ້ເກີດການຫັກຂອງເສັ້ນໄຍ, ຫຼື ນຳໄປສູ່ການເກີດຮູບແບບການພັບທີ່ເສຍຮູບຈາກຄວາມຕຶງ. ກະລຸນາເລືອກເຄື່ອງຈັກທີ່ມີລະບົບເບີກ (brake system) ສຳລັບການປຸນອອກທີ່ສາມາດປັບໄດ້ ຫຼື ມີໝາກເຄື່ອງຄວບຄຸມຄວາມຕຶງທີ່ຂັບເຄື່ອນດ້ວຍມ໋ອເຕີ (motorized tension control modules), ໂດຍເປັນພິເສດເມື່ອທ່ານກຳລັງປຸງແຕ່ງສື່ HEPA ທີ່ບາງ ຫຼື ອ່ອນໄຫວ.
ຄວາມໄວໃນການພັບ ແລະ ອັດຕາຜະລິດ
ຄວາມໄວໃນການພັບ, ວັດແທກເປັນເມັດຕະແມັດຕໍ່ນາທີຂອງສື່ທີ່ຖືກປຸງແຕ່ງ, ແມ່ນເປັນປັດໄຈຫຼັກທີ່ກ່ຽວຂ້ອງກັບປະສິດທິພາບ. ເຖິງຢ່າງໃດກໍຕາມ, ຄວາມໄວດິບ (raw speed) ຕ້ອງຖືກປະເມີນຄວາມເໝາະສົມໃນຄວາມສຳພັນກັບຄວາມຕ້ອງການໃນການຈັດການສື່ HEPA. ໃນຄວາມໄວສູງ, ຄວາມເຄີຍເຄີຍທາງກົລະກິດທີ່ເກີດຂື້ນຕໍ່ສື່ໄຟເບີແກ້ວທີ່ບໍ່ແຂງແຮງຈະເພີ່ມຂື້ນຕາມສັດສ່ວນ, ແລະ ຄວາມສ່ຽງທີ່ຈະເກີດການແ cracks ຂອງການພັບ ຫຼື ການແຕກເປັນເສັ້ນເລັກໆຈະເພີ່ມຂື້ນ. ການຈັດຕັ້ງທີ່ດີທີ່ສຸດຂອງເຄື່ອງພັບຂະໜາດນ້ອຍສຳລັບການນຳໃຊ້ HEPA ຈະສະເໜີຄວາມໄວໃນການພັບທີ່ປານກາງ ແລະ ຖືກຄວບຄຸມໄວ້ຢ່າງດີ ແລະ ມີຄວາມລຽບລ້ອນທາງກົລະກິດເພື່ອປ້ອງກັນຄວາມບໍ່ເສຍຫາຍຂອງສື່ໃນທຸກໆຂະບວນການພັບ.
ເມື່ອທ່ານທົບທວນເຖິງຂໍ້ກຳນົດດ້ານຄວາມໄວ, ກະລຸນາສັງເກດວ່າຄວາມໄວທີ່ຖືກລະບຸນັ້ນແມ່ນໃຊ້ກັບສື່ສັງເຄີງ ຫຼື ສື່ HEPA ຈາກໄຟເບີແກ້ວເປັນພິເສດ. ຜູ້ຜະລິດທີ່ໄດ້ປັບປຸງເຄື່ອງຂອງເຂົາເຈົ້າໃຫ້ເໝາະສົມກັບການນຳໃຊ້ HEPA ມັກຈະລະບຸຄວາມໄວທີ່ແຕກຕ່າງກັນສຳລັບສອງປະເພດສື່ເຫຼົ່ານີ້. ເຄື່ອງທີ່ສາມາດຮັກສາການພັບທີ່ສະອາດ ແລະ ສົມ່ຳເສີມໄດ້ຢ່າງຕໍ່ເນື່ອງທີ່ 15–25 ເມັດຕະແມັດຕໍ່ນາທີ ໃນສື່ HEPA ຈາກໄຟເບີແກ້ວ ແມ່ນເປັນການສະເໜີປະສິດທິພາບທີ່ດີເລີດສຳລັບການນຳໃຊ້ໃນປະເພດນີ້.
ການສ້າງເຄື່ອງຈັກ ແລະ ຄວາມເຂົ້າກັນໄດ້ກັບສື່ HEPA
ວັດສະດຸຂອງແຜ່ນຕັດທີ່ພັບ ແລະ ພື້ນຜິວທີ່ປະມວນຜົນ
ສ່ວນປະກອບທາງກົລະເທດທີ່ສຳຜັດໂດຍກົງກັບສື່ HEPA ໃນຂະນະທີ່ປະມວນຜົນການພັບ ມີອິດທິພົວຢ່າງຫຼວງຫຼາຍຕໍ່ຄຸນນະພາບຂອງສື່ ແລະ ອາຍຸການໃຊ້ງານຂອງເຄື່ອງຈັກ. ແຜ່ນຕັດທີ່ພັບ, ຊ່ອງທາງນຳທາງ, ແລະ ລູກກະລິບ ຕ້ອງຜະລິດຈາກວັດສະດຸທີ່ບໍ່ເຮັດໃຫ້ເກີດການຂັດຖູ, ປົນເປືືອນ, ຫຼື ມີປະຕິກິລິຍາທາງເຄມີກັບວັດສະດຸພື້ນຖານທີ່ເຮັດຈາກເສັ້ນໄຍແກ້ວ. ໃນເຄື່ອງຈັກພັບຂະໜາດນ້ອຍທີ່ມີຄຸນນະພາບສຳລັບການນຳໃຊ້ກັບ HEPA, ສ່ວນປະກອບທີ່ໃຊ້ໃນການພັບມັກຈະຜະລິດຈາກເຫຼັກເຄື່ອງມືທີ່ຖືກເຮັດໃຫ້ແຂງ ຫຼື ເຫຼັກສະແຕນເລດ ທີ່ມີພື້ນຜິວສຳຜັດທີ່ຖືກຂັດເງົາຢ່າງຖືກຕ້ອງ.
ພື້ນຜິວທີ່ບໍ່ເລືອກຫຼືມີຮ່ອຍບາດເຄື່ອງໃນເຄື່ອງຕັດທີ່ພັບຈະສ້າງເຂດເສຍດສ່ຽນທີ່ບໍ່ເປັນເອກະພາບທົ່ວຄວາມກວ້າງຂອງວັດສະດຸ, ສົ່ງຜົນໃຫ້ເກີດຮູບຮ່າງຂອງການພັບທີ່ບໍ່ເປັນເອກະພາບ ແລະ ອາດເຮັດໃຫ້ວັດສະດຸເສຍຫາຍທີ່ເສັ້ນພັບ. ຂໍຂໍ້ມູນເງື່ອນໄຂຂອງພື້ນຜິວ ຫຼື ຕີນສຳຫຼັບຊິ້ນສ່ວນຕົວຢ່າງເມື່ອທ່ານປະເມີນເຄື່ອງພັບຈຸນລະພາກຈາກຜູ້ສະໜອງທີ່ເປັນໄປໄດ້. ເຄື່ອງທີ່ຜະລິດດ້ວຍຕົ້ນທຶນຕ່ຳມັກຈະຫຼຸດຄຸນນະພາບຂອງພື້ນທີ່ສຳຫຼັບການສຳຜັດ, ເຊິ່ງຈະເຫັນໄດ້ຊັດເຈນເທົ່ານັ້ນຫຼັງຈາກເລີ່ມການຜະລິດ ແລະ ມີບັນຫາດ້ານການຄວບຄຸມຄຸນນະພາບ.
ຄວາມແໜ້ນຂອງໂຄງສ້າງ ແລະ ການຫຼຸດທອນການສັ່ນ
ຄວາມແໝ່ນຂອງໂຄງສ້າງເຄື່ອງຈັກເປັນຂໍ້ກຳນົດທີ່ບໍ່ສາມາດເຈລະຈາໄດ້ເພື່ອຮັບປະກັນຮູບຮ່າງຂອງການພັບທີ່ສອດຄ່ອງກັນໃນເຄື່ອງພັບຂະໜາດນ້ອຍທີ່ໃຊ້ໃນການຜະລິດຕົວກັ້ນ HEPA. ຢູ່ໃນຄວາມໄວ້ການພັບໃດໆ ກົກການພັບຈະສ້າງຄວາມແຕກຕ່າງທາງກົນຈັກເປັນໄລຍະເຂົ້າໄປໃນໂຄງສ້າງເຄື່ອງຈັກ. ຖ້າໂຄງສ້າງບໍ່ມີຄວາມແໝ່ນພໍ ຄວາມແຕກຕ່າງເຫຼົ່ານີ້ຈະເຮັດໃຫ້ເກີດການສັ່ນສະເທືອນທີ່ເກີດຈາກຄວາມຖີ່ທຳມະຊາດ (resonant vibration) ເຊິ່ງຈະສົ່ງຜົນໃຫ້ເກີດຄວາມແຕກຕ່າງໃນໄລຍະຫ່າງຂອງການພັບ (pleat pitch variation), ມຸມການພັບທີ່ບໍ່ສອດຄ່ອງກັນ (fold angle inconsistency), ແລະ ການເລື່ອນຕຳແໜ່ງຂອງດ້ານຂອງວັດສະດຸ (edge alignment drift) — ສິ່ງເຫຼົ່ານີ້ທັງໝົດຈະສົ່ງຜົນເສຍຕໍ່ຄຸນນະພາບຂອງຊຸດຕົວກັ້ນ HEPA.
ປະເມີນການສ້າງສີ້ນຂອງບ່ອນຕັ້ງເຄື່ອງຈັກ ແລະ ໂຄງສ້າງເຄື່ອງຈັກຢ່າງລະອຽດ. ໂຄງສ້າງທີ່ເຮັດຈາກເຫຼັກຫຼໍ່ ຫຼື ເຫຼັກທີ່ເຊື່ອມຕໍ່ຢ່າງໜັກໝັ່ນຈະໃຫ້ຄວາມແໝ່ນທີ່ດີກວ່າໂຄງສ້າງທີ່ເຮັດຈາກແຜ່ນເຫຼັກທີ່ເຮັດຂຶ້ນດ້ວຍວິທີການຜະລິດທີ່ເບົາກວ່າ. ສ່ວນປະກອບທີ່ຊ່ວຍຫຼຸດການສັ່ນສະເທືອນ — ເຊັ່ນ: ການຕິດຕັ້ງເຄື່ອງຈັກດ້ວຍເສື້ອຫຸ້ມຢາງ (rubber isolation mounts), ລະບົບຂັບເຄື່ອນທີ່ມີການຖ່ວງດຸນ (counterbalanced drive systems) — ແມ່ນເປັນສັນຍານທີ່ດີຂອງຄຸນນະພາບດ້ານວິສະວະກຳ. ເຄື່ອງພັບຂະໜາດນ້ອຍທີ່ຖືກອອກແບບແລະຜະລິດຢ່າງດີຈະຮັກສາຄວາມສະຖຽນຕົວດ້ານມິຕິ (dimensional stability) ແລະ ຄວາມເງີບຂອງເຄື່ອງຈັກໄວ້ໄດ້ຢ່າງດີເດີ່ນທົ່ວທັງຫມົດຂອງໄລຍະຄວາມໄວ້ໃນການເຮັດວຽກ, ເຖິງແມ່ນຈະໃຊ້ງານເປັນເວລາດົນນານ.
ຄຳພິຈາລະນາດ້ານການດຳເນີນງານສຳລັບສະພາບແວດລ້ອມການຜະລິດ
ຄວາມງ່າຍດາຍໃນການຕິດຕັ້ງ ແລະ ການປ່ຽນຮູບແບບ
ໃນສະພາບແວດລ້ອມການຜະລິດໃດໆທີ່ດຳເນີນການຕົວກັ້ນທີ່ມີຮູບຮ່າງຫຼາຍກວ່າໜຶ່ງຊະນິດ, ເວລາທີ່ຕ້ອງໃຊ້ໃນການປ່ຽນຮູບແບບໃນເຄື່ອງຈັກການພັບຂະໜາດນ້ອຍ (mini pleating machine) ຈະມີຜົນຕໍ່ປະສິດທິພາບທັງໝົດຂອງອຸປະກອນໂດຍກົງ. ເຄື່ອງຈັກທີ່ຕ້ອງຖອດອອກຢ່າງລະອຽດ, ຕ້ອງໃຊ້ເຄື່ອງມືທີ່ເປັນພິເສດ, ຫຼື ຕ້ອງປັບຄ່າຄືນທາງກົລະກິດຢ່າງຍາວນານໃນແຕ່ລະການປ່ຽນຮູບແບບຈະຈຳກັດຄວາມສາມາດຂອງທ່ານໃນການຕອບສະໜອງຄຳສັ່ງຈາກລູກຄ້າຢ່າງມີປະສິດທິພາບ. ເມື່ອທ່ານປະເມີນເຄື່ອງຈັກ, ທ່ານຄວນຂໍໃຫ້ຜູ້ຜະລິດສະແດງການປ່ຽນຮູບແບບຢ່າງສົມບູນຈາກການພັບແບບໜຶ່ງໄປເປັນອີກແບບໜຶ່ງ, ລວມທັງເວລາທີ່ຕ້ອງໃຊ້ຈົນກວ່າຈະບັນລຸຜົນຜະລິດທີ່ຄົງທີ່ ແລະ ເປັນໄປຕາມຂໍ້ກຳນົດຫຼັງຈາກການປ່ຽນຮູບແບບສຳເລັດ.
ເຄື່ອງຈັກຫຍັບທີ່ທັນສະໄໝ ແລະ ມີປະສິດທິພາບດີ ມີແຖວມາດຕະຖານການປັບຄ່າທີ່ຄ່ອຍໆ ເພີ່ມຂຶ້ນ, ລະບົບການຈັດຕັ້ງຕຳແໜ່ງທີ່ມີການຈັດລະດັບ, ແລະ ການອ້າງອີງຄ່າທີ່ເກັບໄວ້ເພື່ອໃຫ້ຜູ້ປະຕິບັດການສາມາດກັບຄືນໄປຍັງການຕັ້ງຄ່າທີ່ໄດ້ຮັບການຢືນຢັນແລ້ວຢ່າງເຊື່ອຖືໄດ້. ຄຸນລັກສະນະເຫຼົ່ານີ້ຊ່ວຍຫຼຸດເວລາໃນການຕັ້ງຄ່າ ແລະ ຫຼຸດຄວາມສ່ຽງທີ່ຈະຜະລິດສິນຄ້າທີ່ບໍ່ຢູ່ໃນຂອບເຂດຂອງຂໍ້ກຳນົດໃນໄລຍະທີ່ປ່ຽນແປງລະຫວ່າງຮູບແບບຕ່າງໆ. ສຳລັບຜູ້ຜະລິດຕາມສັນຍາ ຫຼື ການດຳເນີນງານທີ່ມີສາຍຜະລິດຕະພັນທີ່ຫຼາກຫຼາຍ, ຄວາມສາມາດນີ້ເປັນຂໍ້ໄດ້ປຽບທີ່ສຳຄັນໃນການແຂ່ງຂັນ.
ການເຊື່ອມຕໍ່ກັບອຸປະກອນການປະກອບຕົວກັກຕອນຫຼັງຈາກນີ້
ເຄື່ອງຈັກຫຼຸດລວມຂະໜາດນ້ອຍມັກຈະບໍ່ເຮັດວຽກຢູ່ຕາມລຳພັງ — ມັນສົ່ງຜະລິດຕະພັນໄປຍັງຂະບວນການຜະລິດຕໍ່ໄປທີ່ອາດຈະປະກອບດ້ວຍການຕິດຕັ້ງຕົວແຍກ, ການຕັດຊຸດການຫຼຸດ, ການຕິດຕັ້ງໂຟມ, ຫຼື ການປະກອບເຄືອບ. ຈຸດເຊື່ອມຕໍ່ລະຫວ່າງເຄື່ອງຈັກຫຼຸດລວມ ແລະ ຂະບວນການຕໍ່ໄປນີ້ມີຜົນຕໍ່ທັງຄຸນນະພາບຜະລິດຕະພັນ ແລະ ປະສິດທິພາບໃນການຜະລິດ. ພິຈາລະນາວ່າ ວັດຖຸທີ່ຖືກຫຼຸດລວມອອກຈາກເຄື່ອງຈັກແບບໃດ: ມັນຖືກສົ່ງອອກເປັນຊຸດທີ່ຕໍ່ເນື່ອງເປັນຮູບງູ, ຫຼື ຖືກຕັດເປັນຄວາມຍາວທີ່ກຳນົດໄວ້ໃນຂະບວນການ? ຮູບແບບຂອງຜົນຜະລິດອອກນີ້ສອດຄ່ອງກັບຄວາມຕ້ອງການຂອງອຸປະກອນຕໍ່ໄປທີ່ທ່ານມີຢູ່ແລ້ວຫຼືບໍ່?
ບາງຮູບແບບຂອງເຄື່ອງຈັກຫຍ້ຽວຂະໜາດນ້ອຍມີລະບົບຕັດແລະເກັບຊ້ອນຫຼອດທີ່ຖືກບູລະນາການເຂົ້າໄປໃນຕົວເຄື່ອງ, ໃນຂະນະທີ່ເຄື່ອງຈັກບາງປະເພດຜະລິດຜົນຜະລິດຢ່າງຕໍ່ເນື່ອງ ເພື່ອໃຊ້ໃນການຈັດການຕໍ່ໄປຢ່າງດ້ວຍມື ຫຼື ການຈັດການເຄິ່ງອັດຕະໂນມັດ. ການເຂົ້າໃຈຈຸດທີ່ເຄື່ອງຈັກສາມາດເຊື່ອມຕໍ່ເຂົ້າກັບລະບົບການຜະລິດທັງໝົດກ່ອນການຊື້ຈະຊ່ວຍປ້ອງກັນບັນຫາການບໍ່ເຂົ້າກັນກັບລະບົບການຜະລິດທີ່ອາດເກີດຂຶ້ນ ແລະ ຮັບປະກັນວ່າເຄື່ອງຈັກຈະຖືກຕິດຕັ້ງເຂົ້າໄປໃນເຊວເລື່ອງການຜະລິດຂອງທ່ານໄດ້ຢ່າງເປັນທຳມະຊາດ. ການປຶກສາຜູ້ສະໜອງອຸປະກອນຂອງທ່ານກ່ຽວກັບລຳດັບການຜະລິດທັງໝົດຂອງທ່ານ — ບໍ່ແມ່ນພຽງແຕ່ຂັ້ນຕອນການຫຍ້ຽວເທົ່ານັ້ນ — ແມ່ນເປັນວິທີປະຕິບັດທີ່ດີທີ່ສຸດ ເຊິ່ງຜູ້ຜະລິດຕົວກັ້ນ HEPA ທີ່ມີປະສົບການຈະປະຕິບັດຢູ່ເสมີ.
ຄວາມຕ້ອງການດ້ານການບໍາລຸງຮັກສາ ແລະ ຄວາມພ້ອມໃນການຈັດຫາອຸປະກອນສ່ວນປະກອບທີ່ເສຍ
ຄ່າໃຊ້ຈ່າຍໃນການເປັນເຈົ້າຂອງເຄື່ອງຈັກພັບເລີກທີ່ມີຂະໜາດນ້ອຍໃນໄລຍະຍາວ ລວມເຖິງການບໍາຮັກສາເປັນປະຈຳ, ການປ່ຽນແທນຊິ້ນສ່ວນທີ່ສຶກຫຼຸດ, ແລະ ຄວາມພ້ອມໃນການໃຫ້ການສະໜັບສະໜູນດ້ານເຕັກນິກ. ມີດຕັດ, ລາວລູກກະດູກ, ລ້ອກສົ່ງ, ແລະ ສ່ວນປະກອບຂອງລະບົບຂັບເຄື່ອນ ແມ່ນເປັນສ່ວນທີ່ສາມາດສຶກຫຼຸດໄດ້ ແລະ ຕ້ອງສາມາດປ່ຽນແທນໄດ້ໂດຍບໍ່ຕ້ອງລໍຖ້າເປັນເວລາດົນ. ເມື່ອເລືອກເຄື່ອງຈັກ, ທ່ານຄວນຖາມເຖິງ ແຜນການບໍາຮັກສາ, ຄວາມພ້ອມໃນການຈັດຫາອຸປະກອນແທນໃນເຂດຂອງທ່ານ, ແລະ ຄວາມສາມາດຂອງຜູ້ຈັດສົ່ງໃນການສະໜັບສະໜູນຫຼັງການຂາຍ. ເຄື່ອງຈັກທີ່ໃຫ້ຜົນການປະຕິບັດທີ່ດີເລີດໃນເບື້ອງຕົ້ນ ແຕ່ມີຄວາມຍາກໃນການຈັດຫາອຸປະກອນແທນ ຈະກາຍເປັນບັນຫາທີ່ເຮັດໃຫ້ການຜະລິດບໍ່ສາມາດເຮັດໄດ້ຢ່າງຕໍ່ເນື່ອງໃນໄລຍະຍາວ.
ປະເມີນວ່າການອອກແບບເຄື່ອງຈັກດ້ານກົລະສາດເຮັດໃຫ້ເປັນໄປໄດ້ທີ່ຈະປ່ຽນຊິ້ນສ່ວນໂດຍບໍ່ຕ້ອງໃຊ້ທັກສະພິເສດ ຫຼື ເຄື່ອງມືທີ່ເປັນເອກະສິດ. ເຄື່ອງຈັກທີ່ມີສະຖາປັດຕະຍະກຳຊິ້ນສ່ວນແບບປະກອບ (modular) ອະນຸຍາດໃຫ້ທີມບໍລິການຂອງທ່ານເຮັດການປ່ຽນຊິ້ນສ່ວນທີ່ຕ້ອງເຮັດເປັນປະຈຳໄດ້ດ້ວຍຕົວເອງ, ເຊິ່ງຈະຫຼຸດຜ່ອນເວລາທີ່ເຄື່ອງຈັກຢຸດເຮັດວຽກ ແລະ ຄ່າໃຊ້ຈ່າຍໃນການບໍລິການຈາກພາກນອກ. ສິ່ງນີ້ມີຄວາມສຳຄັນເປັນຢ່າງຍິ່ງຕໍ່ການດຳເນີນງານທີ່ເຮັດວຽກເປັນເວລາຫຼາຍການຜະລິດ ຫຼື ການຜະລິດຕົວກັ້ນ HEPA ທີ່ບໍ່ສາມາດຮັບເອົາການຢຸດເຮັດວຽກທີ່ບໍ່ໄດ້ວາງແຜນໄວ້ເປັນເວລາດົນນານ.
ການເລືອກເຄື່ອງຈັກທີ່ເໝາະສົມກັບສະຖານະການການຜະລິດຂອງທ່ານ
ການຜະລິດສິນຄ້າພິເສດໃນປະລິມານຕ່ຳ ແທນທີ່ຈະເປັນການຜະລິດໃນຂະໜາດກາງ
ເຄື່ອງພັບເລັກນ້ອຍທີ່ເໝາະສົມສຳລັບຜູ້ຊ່ຽວຊານດ້ານອຸປະກອນຫ້ອງທີ່ບໍ່ມີຟຸ້ງຈີ່ (cleanroom) ທີ່ຜະລິດຊຸດຕົວກັ້ນ HEPA ຕາມລັກສະນະທີ່ລູກຄ້າຕ້ອງການໃນປະລິມານນ້ອຍ ຈະບໍ່ຄືກັບເຄື່ອງທີ່ເໝາະສົມສຳລັບຜູ້ປະກອບຕົວກັ້ນທີ່ດຳເນີນການຜະລິດຢ່າງຕໍ່ເນື່ອງໃນປະລິມານກາງດ້ວຍຕົວກັ້ນ HEPA ທີ່ມີມາດຕະຖານດຽວກັນ. ຜູ້ຜະລິດສິນຄ້າພິເສດທີ່ມີປະລິມານຕ່ຳຈະໃຫ້ຄວາມສຳຄັນກັບຄວາມຫຼາກຫຼາຍຂອງການຕັ້ງຄ່າ, ຄວາມໄວໃນການປ່ຽນຮູບແບບ, ແລະ ຄວາມສາມາດໃນການປຸງແຕ່ງສື່ທີ່ມີປະເພດຕ່າງໆ ແລະ ຮູບຮ່າງການພັບທີ່ແຕກຕ່າງກັນ. ສ່ວນການດຳເນີນງານໃນຂະໜາດກາງຈະໃຫ້ຄວາມສຳຄັນກັບຄວາມເຊື່ອຖືໄດ້ຂອງປະລິມານການຜະລິດ, ການຄວບຄຸມຄວາມຕຶງອັດຕະໂນມັດ, ແລະ ຮູບແບບຜົນຜະລິດທີ່ສາມາດເຊື່ອມຕໍ່ກັບລະບົບອື່ນໄດ້ຢ່າງງ່າຍດາຍ.
ກຳນົດສະຖານະການການຜະລິດຂອງທ່ານເອງຢ່າງຊັດເຈນກ່ອນທີ່ຈະເລີ່ມຕົ້ນຂະບວນການຄັດເລືອກ. ບັນທຶກປະເພດສື່ແລະຄຸນນະພາບທີ່ທ່ານຕ້ອງການ, ຊ່ວງຄວາມສູງຂອງການພັບ ແລະ ຄວາມຫ່າງລະຫວ່າງແຕ່ລະການພັບທີ່ຜະລິດຕະພັນຂອງທ່ານຕ້ອງການ, ປະລິມານການຜະລິດທີ່ຄາດວ່າຈະໄດ້ຕໍ່ມື້ ຫຼື ຕໍ່ອາທິດ, ແລະ ຂະບວນການຕໍ່ໄປທີ່ການຫໍ່ທີ່ຖືກພັບຈະຖືກນຳໃຊ້. ລາຍລະອອດການຜະລິດນີ້ຈະໃຫ້ເອກະສານການກຳນົດທີ່ຊັດເຈນເພື່ອໃຊ້ປະເມີນເຄື່ອງພັບຈຸລະພັບແຕ່ລະເຄື່ອງ — ແລະ ຊ່ວຍທ່ານຫຼີກເວັ້ນການຖືກຊັກຈູງໂດຍຄຸນສົມບັດທີ່ບໍ່ກ່ຽວຂ້ອງກັບຄວາມຕ້ອງການທີ່ແທ້ຈິງຂອງທ່ານ.
ການປະເມີນຄວາມຊຳນິຊຳນານດ້ານເຕັກນິກຂອງຜູ້ສະໜອງ ແລະ ປະສົບການໃນການນຳໃຊ້
ຄວາມຊຳນິຊຳນາງດ້ານເຕັກນິກຂອງຜູ້ຈັດສົ່ງເຄື່ອງຈັກມີຄວາມສຳຄັນເທົ່າກັບຂໍ້ກຳນົດດ້ານເຕັກນິກຂອງເຄື່ອງຈັກເອງ ໃນການນຳໃຊ້ເພື່ອການຈັດຮູບຕົວກະຈາຍ HEPA. ຜູ້ຈັດສົ່ງທີ່ເຂົ້າໃຈລັກສະນະຂອງສື່ HEPA, ຂໍ້ກຳນົດດ້ານຮູບຮ່າງຂອງການຈັດປະກອບຕົວກະຈາຍ, ແລະ ຂະບວນການຈັດປະກອບຕໍ່ໄປຫຼັງ ສາມາດແນະນຳທ່ານໃຫ້ເລືອກຮູບແບບເຄື່ອງຈັກທີ່ເໝາະສົມ ແລະ ຊ່ວຍທ່ານຫຼີກເວີ້ນການຂາດເຄື່ອງຈັກທີ່ບໍ່ສອດຄ່ອງກັບຂໍ້ກຳນົດ ເຊິ່ງຈະເຫັນເຖິງເວລາທີ່ທຳການທົດລອງໃນການຜະລິດ. ກະລຸນາຖາມຜູ້ຈັດສົ່ງທີ່ທ່ານກຳລັງພິຈາລະນາກ່ຽວກັບປະສົບການຂອງເຂົາເຈົ້າກັບສື່ທີ່ມີຄຸນນະພາບ HEPA ໂດຍເຈາະຈົງ ແລະ ຂໍອ້າງອີງຈາກລູກຄ້າທີ່ດຳເນີນການຢູ່ໃນສະພາບແວດລ້ອມການຜະລິດທີ່ຄ້າຍຄືກັນ.
ຜູ້ສະໜອງເຄື່ອງຈັກຫຼີ້ນທີ່ມີຊື່ສຽງດີຈະສະເໜີການທົດສອບການນຳໃຊ້ — ຄວາມສາມາດໃນການທົດລອງສື່ຂອງທ່ານເປັນພິເສດໃນເຄື່ອງຈັກຂອງເຂົາກ່ອນທີ່ທ່ານຈະຊື້, ເພື່ອຢືນຢັນວ່າເຄື່ອງຈັກນີ້ສາມາດຜະລິດຮູບຮ່າງຂອງການຫຼີ້ນ (pleat geometry) ແລະ ຄຸນນະພາບຂອງສື່ທີ່ຜະລິດຕະພັນຂອງທ່ານຕ້ອງການ. ຂະບວນການທົດສອບນີ້ມີຄຸນຄ່າຫຼາຍເປັນພິເສດສຳລັບການຜະລິດຕົວກັ້ນ HEPA, ໂດຍທີ່ຄວາມເສຍຫາຍຕໍ່ສື່ອາດຈະບໍ່ສາມາດເຫັນໄດ້ດ້ວຍຕາເປົ່າ ແຕ່ສາມາດເຮັດໃຫ້ປະສິດທິພາບຂອງຕົວກັ້ນລົດຕ່ຳລົງຢ່າງມີນັກ. ຜູ້ສະໜອງທີ່ຕໍ່ຕ້ານ ຫຼື ບໍ່ສາມາດຈັດຕັ້ງການທົດສອບການນຳໃຊ້ກັບວັດຖຸດິບຂອງທ່ານຄວນຖືກພິຈາລະນາດ້ວຍຄວາມລະມັດລະວັງ.
ຄຳຖາມທີ່ຖືກຖາມເລື້ອຍໆ
ຫຼັກການໃດທີ່ເຮັດໃຫ້ເຄື່ອງຈັກຫຼີ້ນຂະໜາດນ້ອຍເໝາະສຳລັບສື່ຕົວກັ້ນ HEPA ໂດຍເພີ່ງ?
ເຄື່ອງຈັກຫຼຸດລວມຂະໜາດນ້ອຍທີ່ຖືກອອກແບບມາສຳລັບສື່ຕົວກອງ HEPA ມີລັກສະນະການຈັດການສື່ທີ່ເຮັດໃຫ້ເກີດຄວາມເຄັ່ງຕຶງຕ່ຳ, ພື້ນທີ່ຕິດຕໍ່ທີ່ເລືອນຢ່າງລຽບ, ການຄວບຄຸມຄວາມຕຶງທີ່ຖືກຕ້ອງແລະການສ້າງສິ່ງປະດິດທີ່ແໜ້ນແຟ້ນ ເຊິ່ງຮວມກັນເພື່ອປ້ອງກັນວັດຖຸພື້ນຖານເສັ້ນໄຍແກ້ວທີ່ບໍ່ແໜ້ນແຟ້ນຈາກຄວາມເສຍຫາຍໃນຂະນະທີ່ກຳລັງຫຼຸດ. ເຄື່ອງຈັກຫຼຸດທົ່ວໄປມັກຈະບໍ່ມີຄຸນລັກສະນະເຫຼົ່ານີ້ ແລະ ອາດເຮັດໃຫ້ເກີດການແ cracks ຢ່າງເລັກນ້ອຍໃນສື່ຕົວກອງ HEPA ທີ່ຈະເຮັດໃຫ້ປະສິດທິຜົນການກອງລົດຕ່ຳລົງ.
ຂ້ອຍຈະຕັ້ງຄ່າຄວາມສູງຂອງການຫຼຸດ ແລະ ຄວາມຫ່າງລະຫວ່າງການຫຼຸດທີ່ເໝາະສົມສຳລັບການນຳໃຊ້ຕົວກອງ HEPA ຂອງຂ້ອຍໄດ້ແນວໃດ?
ຄວາມສູງຂອງແຕ່ລະຊ້ຳ ແລະ ຄວາມຫ່າງລະຫວ່າງຊ້ຳແຕ່ລະອັນ ຖືກກຳນົດໂດຍຂະໜາດຂອງທ່ອງທີ່ຕິດຕັ້ງຕົວກັ້ນ, ພື້ນທີ່ເປີດເຜີຍຂອງວັດສະດຸຕົວກັ້ນທີ່ຕ້ອງການ, ແລະ ຂໍ້ກຳນົດກ່ຽວກັບການຫຼຸດລົງຂອງຄວາມດັນທີ່ຕົວກັ້ນຂອງທ່ານຈະຕ້ອງບັນລຸ. ຊ້ຳທີ່ສູງຂຶ້ນ ແລະ ຄວາມຫ່າງລະຫວ່າງຊ້ຳທີ່ແຄບລົງຈະເພີ່ມພື້ນທີ່ເປີດເຜີຍຂອງວັດສະດຸຕົວກັ້ນ ແຕ່ຈະເຮັດໃຫ້ຄວາມດັນຫຼຸດລົງຫຼາຍຂຶ້ນ ແລະ ເພີ່ມຄວາມສ່ຽງທີ່ຊ້ຳຈະສຳຜັດກັນ. ວິສະວະກອນຕົວກັ້ນ HEPA ສ່ວນຫຼາຍຈະອີງໃສ່ຄຳແນະນຳດ້ານການອອກແບບທີ່ໄດ້ຮັບການຢືນຢັນແລ້ວ ແລະ ໃຊ້ການຈຳລອງ ຫຼື ການທົດສອບຈິງເພື່ອປັບປຸງຄ່າເຫຼົ່ານີ້ໃຫ້ເໝາະສົມກັບຜະລິດຕະພັນແຕ່ລະຊິ້ນ. ເຄື່ອງຈັກພັບຊ້ຳຂະໜາດນ້ອຍຂອງທ່ານຈະຕ້ອງສາມາດຜະລິດຮູບຮ່າງທີ່ໄດ້ຮັບການຢືນຢັນແລ້ວຢ່າງເຊື່ອຖືໄດ້ ໃນອັດຕາການຜະລິດທີ່ຕ້ອງການ.
ເຄື່ອງຈັກພັບຊ້ຳຂະໜາດນ້ອຍສາມາດຈັດການທັງວັດສະດຸຕົວກັ້ນ HEPA ແລະ ວັດສະດຸຕົວກັ້ນສັງເຄົາທີ່ມາດຕະຖານໄດ້ຫຼືບໍ່?
ເຄື່ອງຈັກຫຼາຍປະເພດທີ່ໃຊ້ໃນການຈັດພັບແຜ່ນຕົວກອງ (mini pleating machines) ທີ່ທັນສະໄໝໃນປັດຈຸບັນສາມາດປຸງແຕ່ງທັງສື່ແຜ່ນການກອງລະດັບ HEPA ທີ່ເຮັດຈາກເສັ້ນໄຍແກ້ວ ແລະ ວັດຖຸສັງເຄົາທີ່ໃຊ້ເປັນຕົວກອງ ໂດຍເງື່ອນໄຂວ່າລະບົບຄວາມຕຶງເວລາໃສ່ວັດຖຸ (feed tension system) ແລະ ສ່ວນປະກອບທີ່ສຳຜັດກັບວັດຖຸ (contact components) ໄດ້ຖືກຕັ້ງຄ່າຢ່າງເໝາະສົມ. ເຖິງຢ່າງໃດກໍຕາມ, ການຕັ້ງຄ່າຂອງເຄື່ອງຈັກ — ໂດຍເປັນພິເສດຄວາມຕຶງເວລາໃສ່ວັດຖຸ (feed tension) ແລະ ອັດຕາການຈັດພັບ (pleating speed) — ຈະແຕກຕ່າງກັນຢ່າງມີນັກລະຫວ່າງສອງປະເພດສື່ດັ່ງກ່າວ. ຜູ້ປະຕິບັດງານຈະຕ້ອງປັບແຕ່ງ ແລະ ຢືນຢັນການຕັ້ງຄ່າໃໝ່ທຸກຄັ້ງທີ່ມີການປ່ຽນສື່ ເພື່ອຮັບປະກັນຄຸນນະພາບຂອງຜະລິດຕະພັນທີ່ໄດ້ຈາກທັງສອງປະເພດວັດຖຸ.
ຂ້ອຍຄາດຫວັງຈະໄດ້ຜະລິດຕະພັນຈຳນວນເທົ່າໃດຈາກເຄື່ອງຈັກຈັດພັບແຜ່ນຕົວກອງຂະໜາດນ້ອຍ (mini pleating machine) ສຳລັບຕົວກອງ HEPA?
ປະລິມານການຜ່ານຂອງເຄື່ອງຈັກພັບເລັກທີ່ໃຊ້ໃນການຜ່ານສື່ແບບ HEPA ຈາກເສັ້ນໄຍແກ້ວ ໂດຍທົ່ວໄປແມ່ນຢູ່ໃນລະດັບ 10 ຫາ 30 ແມັດຕີຕໍ່ນາທີ, ຂຶ້ນກັບການອອກແບບຂອງເຄື່ອງຈັກ, ຮູບຮ່າງຂອງການພັບ, ແລະ ລະດັບຄຸນນະພາບຂອງສື່. ສິ່ງນີ້ເຮັດໃຫ້ມີຈຳນວນຂອງຊຸດຕົວກອງທີ່ສຳເລັດແລ້ວແຕ່ລະຊົ່ວໂມງທີ່ແຕກຕ່າງກັນໄປ ຂຶ້ນກັບຄວາມຍາວຂອງແຕ່ລະຊຸດ. ປະລິມານການຜ່ານທີ່ແທ້ຈິງໃນສະພາບແວດລ້ອມຂອງທ່ານຈະຂຶ້ນກັບເວລາທີ່ໃຊ້ໃນການຕັ້ງຄ່າ, ຄວາມຖີ່ທີ່ເปลີ່ນແປງຮູບແບບ, ແລະ ປະສິດທິພາບຂອງການຈັດການຂັ້ນຕໍ່ໄປ.
ບົດສາລະບານ
- ການເຂົ້າໃຈວ່າເຄື່ອງຈັກພັບເລັກໆເຮັດຫຍັງໃນການຜະລິດຕົວກັ້ນ HEPA
- ຂໍ້ກຳນົດດ້ານເຕັກນິກທີ່ສຳຄັນເພື່ອປະເມີນຜົນ
- ການສ້າງເຄື່ອງຈັກ ແລະ ຄວາມເຂົ້າກັນໄດ້ກັບສື່ HEPA
- ຄຳພິຈາລະນາດ້ານການດຳເນີນງານສຳລັບສະພາບແວດລ້ອມການຜະລິດ
- ການເລືອກເຄື່ອງຈັກທີ່ເໝາະສົມກັບສະຖານະການການຜະລິດຂອງທ່ານ
-
ຄຳຖາມທີ່ຖືກຖາມເລື້ອຍໆ
- ຫຼັກການໃດທີ່ເຮັດໃຫ້ເຄື່ອງຈັກຫຼີ້ນຂະໜາດນ້ອຍເໝາະສຳລັບສື່ຕົວກັ້ນ HEPA ໂດຍເພີ່ງ?
- ຂ້ອຍຈະຕັ້ງຄ່າຄວາມສູງຂອງການຫຼຸດ ແລະ ຄວາມຫ່າງລະຫວ່າງການຫຼຸດທີ່ເໝາະສົມສຳລັບການນຳໃຊ້ຕົວກອງ HEPA ຂອງຂ້ອຍໄດ້ແນວໃດ?
- ເຄື່ອງຈັກພັບຊ້ຳຂະໜາດນ້ອຍສາມາດຈັດການທັງວັດສະດຸຕົວກັ້ນ HEPA ແລະ ວັດສະດຸຕົວກັ້ນສັງເຄົາທີ່ມາດຕະຖານໄດ້ຫຼືບໍ່?
- ຂ້ອຍຄາດຫວັງຈະໄດ້ຜະລິດຕະພັນຈຳນວນເທົ່າໃດຈາກເຄື່ອງຈັກຈັດພັບແຜ່ນຕົວກອງຂະໜາດນ້ອຍ (mini pleating machine) ສຳລັບຕົວກອງ HEPA?