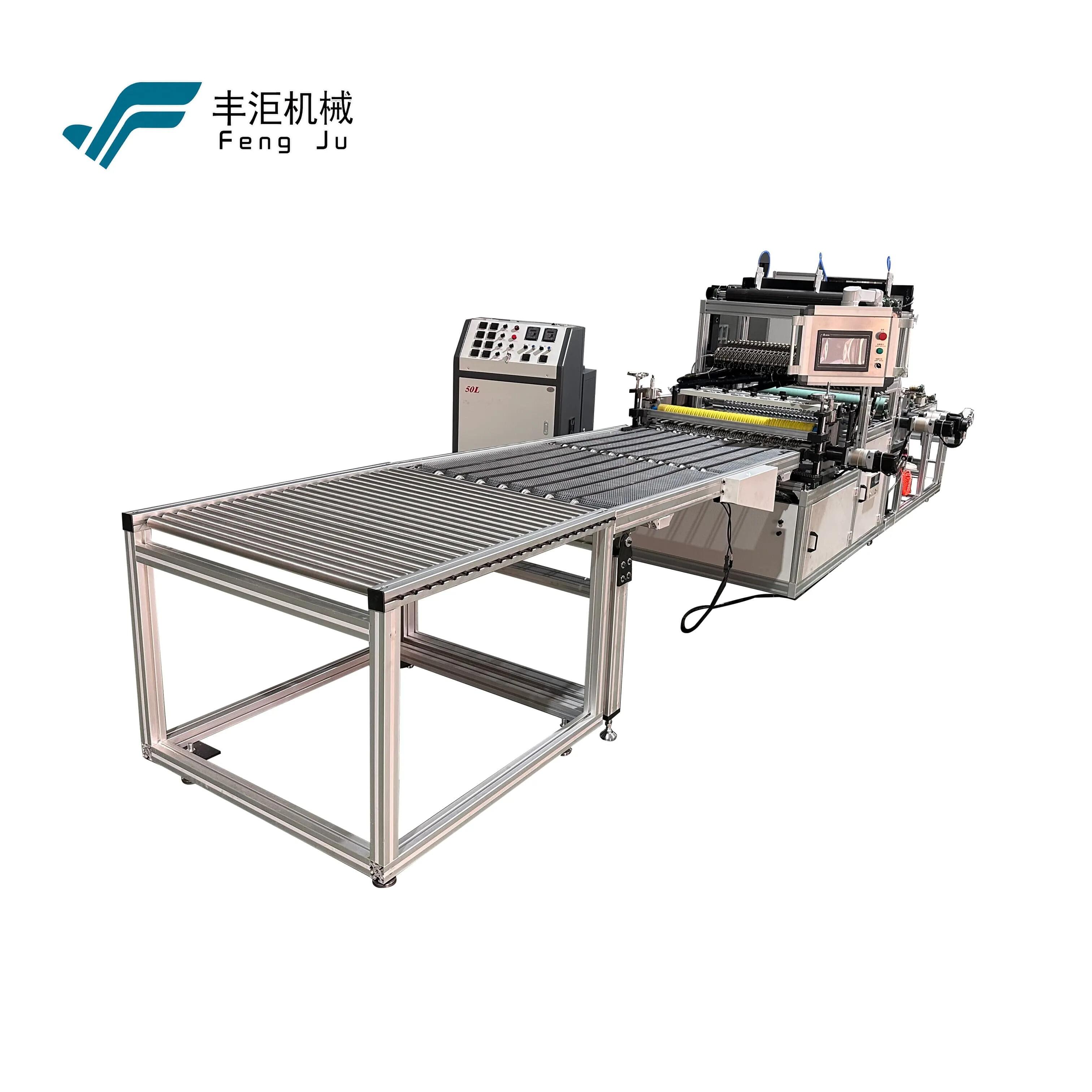
А машина за производство на HEPA въздушни филтри е сложна промишлена инсталация, предназначена за производството на високоефективни въздушни филтри за улавяне на фини частици с висока точност, последователност и скорост. Разбирането на съставните й части е от съществено значение за всеки, който участва в производството на филтри, контрола на качеството, набавките или проектирането на производствени линии. От единицата за подаване на суров материал – стъклена фибра, до крайните механизми за залепване и сгъване, всеки компонент изпълнява критична и взаимозависима роля при определянето както на качеството на продукцията, така и на производствената мощност.
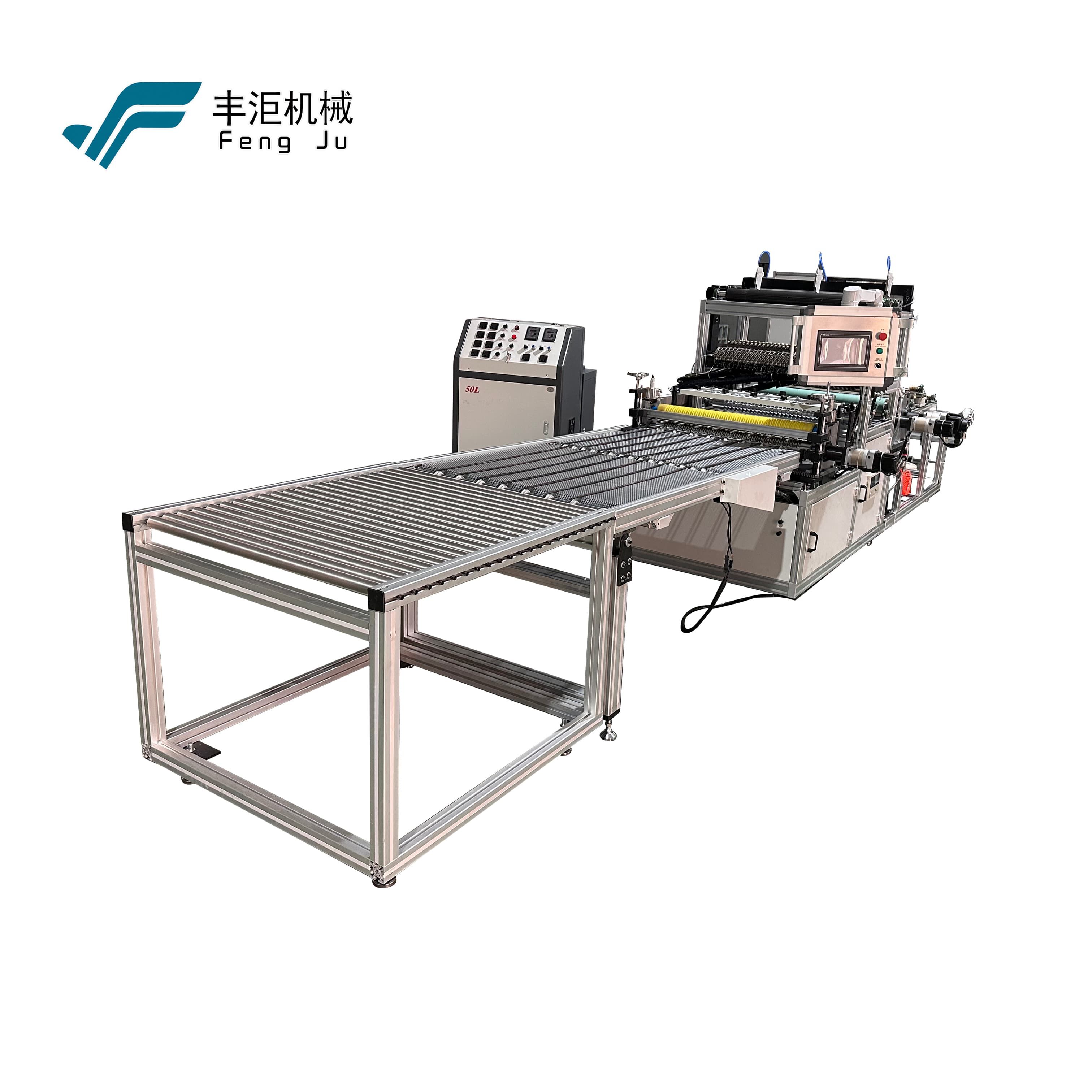
Глобалното търсене на решения за чист въздух е ускорило внедряването на автоматизирани системи за производство на HEPA въздушни филтри в производствени предприятия от широк кръг индустрии, включително здравеопазване, електроника, фармацевтика и климатични инсталации. Тъй като изискванията към филтрите стават все по-строги, вътрешната архитектура на тези машини трябва да отговаря на също толкова изисквателни стандарти. В тази статия са анализирани основните компоненти на машина за производство на HEPA въздушни филтри, обяснява се функцията на всеки отделен елемент и начина, по който те заедно допринасят за производството на филтри от HEPA клас, които отговарят на международните стандарти за филтрация.
Система за обработка и подаване на филтърния материал
Механизъм за размотаване и регулиране на опън
Системата за обработка на филтърния материал е отправната точка на всяка машина за производство на HEPA въздушни филтри. Тя управлява рулото с първичен филтърен материал от стъклена фибра, който е основният филтриращ материал, използван в HEPA-филтри. Размотаващият блок държи рулото с филтърен материал на ос и позволява неговото непрекъснато подаване в машината без разкъсване или разтягане на този деликатен материал.
Механизмът за регулиране на напрежението работи успоредно с размотаващия блок, за да гарантира подаването на филтърния материал с постоянна и контролирана скорост. При липса на адекватен контрол върху напрежението стъклената фибра може да се деформира, да се набръчка или да се измести, което всичко застрашава структурната цялост на готовите филтърни гънки. Затова прецизното регулиране на напрежението е основно условие за поддържане на размерната точност по-нататък в производствения процес.
Съвременните проекти на машини за HEPA въздушни филтри често включват сервоприводни системи за обратна връзка по натягане, които автоматично регулират налягането върху ролките в зависимост от реалната дебелина на филтърния материал и диаметъра на рулото. Този степен на автоматизация намалява намесата на оператора и осигурява стабилна скорост на подаване през дълги производствени цикли, което е критично за поддържане на еднородността на филтърния материал.
Подравняване на материала и насочване по ръба
Щом филтърният материал започне да се подава в машината за HEPA въздушни филтри, системата за насочване по ръба гарантира, че той ще се движи по напълно линеен път. Дори минимални странични отклонения могат да доведат до неравномерно гънене, което влияе както върху разпределението на въздушния поток, така и върху ефективността на улавяне на частици в крайния продукт.
Сензорите за ръбове, обикновено използващи ултразвукова или фотосензорна технология, непрекъснато следят положението на филтърния материал спрямо фиксирана референтна точка. При установяване на отклонение пневматичните или моторизираните насочващи релси коригират траекторията на материала в реално време. Този компонент често се подценява, но е пряко отговорен за осигуряване на размерна последователност на всяка гънка, формирана по-нататък по технологичния процес.
Плисиращ блок
Ротационни плисиращи ножове и пригъващи ръце
Плисиращият блок е, без съмнение, най-механично сложният компонент на всяка машина за производство на HEPA въздушни филтри. Неговата функция е да пригъва равния стъклопластов филтърен материал в акордеоновидни гънки с определен разстояние между гънките (pitch) и дълбочина, което определя ефективната повърхност за филтрация на готовия HEPA филтър. Плисиращите ножове или пригъващите ръце трябва да работят с висока повторяема прецизност, тъй като всяко отклонение в дълбочината на гънките или разстоянието между тях директно влияе върху хидравличното съпротивление и ефективността на филтъра.
Системите с ротационни ножове използват комплект противоположно въртящи се ножове, задвижвани от ками, за да създадат всяка гънка, докато системите с въртящи се рамене използват осцилиращи плочи, за да формират гънките последователно. Типът машина за HEPA въздушни филтри, избран за производствена линия, често зависи от желаната стъпка на гънките, дълбочината на филтъра и твърдостта на филтърния материал. Стекловидният материал, използван в HEPA приложения, изисква особено точно контролирана сила за гънене, за да се избегнат микропукнатини в структурата на влакната.
Скоростта на уреда за гънене също е определящ фактор за общата производителност на машината. Системите с по-висока скорост изискват по-точна синхронизация между подаващите ролки, модула за нанасяне на лепило и режещата станция. Добре проектираната машина за HEPA въздушни филтри поддържа тази синхронизация чрез централен програмируем логически контролер, който управлява едновременно всички подвижни единици.
Механизъм за вмъкване на разделител
При производството на високопроизводителни или промишлени HEPA филтри се вмъкват твърди разделители между гънките, за да се осигури постоянна ширина на гънките през целия експлоатационен живот на филтъра. Механизмът за вмъкване на разделители в машината за производство на HEPA въздушни филтри автоматизира този процес, като подава предварително изрязани алуминиеви фолио или разделители с горещо-топящи се нишки синхронно с всеки цикъл на образуване на гънки.
Разделителят гарантира равномерно разпределение на въздушния поток по цялата лицева повърхност на филтъра, а не канализирането му през спаднали или компресирани участъци на гънките. Машините, оборудвани с автоматично вмъкване на разделители, обикновено се използват за производство на HEPA филтри за филтърни банки или за критични среди, където геометричната стабилност е непременно задължителна. Този механизъм добавя механична сложност, но значително повишава търговската стойност и класификацията по производителност на крайния филтър.
Система за залепване и свързване
Блок за прилагане на горещо-топящ се лепил
Системата за залепване е един от най-чувствителните операционно компоненти в една машина за производство на HEPA въздушни филтри основната му функция е да нанася топло-плавящ се лепил в точно определени нишки по ръбовете на гънките или по интерфейсите на разделителите, за да залепи конструкцията и да предотврати преместването на гънките по време на употреба. Качеството и последователността на нанасянето на лепилото пряко влияят върху издръжливостта на филтъра и неговата дългосрочна ефективност.
Лепилната единица обикновено се състои от подгряван резервоар, прецизен разпределителен клапан и глави за нанасяне, които депозират нишки лепило синхронно с цикъла на образуване на гънки. Регулирането на температурата в резервоара за лепило е критично, тъй като промените във вискозитета, причинени от температурни колебания, могат да повлияят върху широчината на нишката, дълбочината на проникване и силата на залепването. Съвременните системи за лепене в машини за HEPA въздушни филтри използват контролери с обратна връзка за поддържане на лепилото в оптималния температурен диапазон за нанасяне.
Калибрирането на дюзите е друг важен параметър. Неправилно подравнените дюзи могат да доведат до нанасяне на адхезив върху филтрационната повърхност вместо върху структурния интерфейс, което блокира пътищата за протичане на въздуха и изкуствено увеличава съпротивлението на филтъра. Редовната инспекция на дюзите и автоматизираният мониторинг на модела на нанасяне са стандартни функции при производствените инсталации на машини за HEPA въздушни филтри.
Зона за отвръзване и затвърдяване
След нанасянето на адхезива свързаният филтърен елемент трябва да премине през зона за отвръзване, където топлинно-топящият се адхезив се затвърдява и достига пълна залепваща якост. Тази секция на машината за HEPA въздушни филтри обикновено използва контролиран канал за охлаждане, понякога подпомогнат от въздушен поток с нисък обем, за ускоряване на процеса на затвърдяване без въвеждане на термичен стрес, който би могъл да деформира гънките.
Дължината и температурният профил на зоната за отвръзване трябва да са съгласувани с формулата на лепилото и скоростта на производствената линия. Ако връзката не постигне достатъчна якост преди следващата механична операция — например рязане или рамкиране — филтърната структура може да се измести, което води до несъответствие по размери. Правилното проектиране на зоната за отвръзване е следователно от решаващо значение за поддържане на последователността на продукта при високоскоростни работни цикли на машини за HEPA въздушни филтри.
Станция за рязане и размери
Автоматична единица за рязане по дължина
След като набръчканите и залепени филтърни материали напуснат зоната за отвръзване, те трябва да бъдат отрязани до необходимата дължина на филтъра. Станцията за рязане на машина за HEPA въздушни филтри използва или нож с гильотинен тип, ротационен нож или ултразвуков рязач, за да раздели непрекъснатия набръчкан поток на отделни филтърни елементи с определени размери. Точността при рязането е от съществено значение, тъй като HEPA филтрите трябва да се побират точно в своите монтажни рамки, за да се предотврати изтичане на въздух покрай тях.
Дължината на рязането се контролира от ПЛК на машината в координация с линеен енкодер или позиционен сензор, който следи разстоянието на преместване на материала от референтна точка. При модерните модели машина за производство на HEPA въздушни филтри операторите могат да въвеждат целевите дължини на рязане чрез сензорен екран, а системата автоматично коригира момента на активиране на ножа, за да съответства на зададената дължина. Тази функция позволява бързо превключване между различни спецификации за размер на филтрите без механична пренареждане.
Поддръжката на ножовете е често пренебрегван, но критичен фактор. Тъпият режещ ръб може да смачква, а не да отрязва чисто гънките от стъклена памук, което води до замърсяване с влакна в областта на рязането и ослабва структурната връзка при крайната гънка. Редовната подмяна на ножовете е стандартно изискване за поддръжка на всяка производствена машина за HEPA въздушни филтри.
Уплътняване на ръбовете и интеграция с рамката
В много производствени конфигурации след рязащата станция се намира единична установка за уплътняване на ръбовете или рамкиране, която завършва сглобяването на филтъра. Тази станция нанася вторична линия уплътнител или адхезив по периметъра на отрязания филтърен елемент и го позиционира в метална, дървена или полимерна рамка. Уплътнението между филтърния материал и рамката е една от най-важните структурни точки при изготвянето на HEPA филтри, тъй като всеки пропуск може да позволи на нефилтриран въздух напълно да заобиколи филтърния материал.
HEPA въздушен филтър, конфигуриран с интегрирана функция за рамкиране, значително намалява броя на ръчните операции, необходими в производствения процес, което води до намаляване на разходите за труд и на риска от замърсяване или повреда по време на прехвърляне между станции. Автоматизираните системи за поставяне и притискане на рамката могат да се нагласяват така, че да се постига постоянна дълбочина на компресия на уплътнителя, която е пряко свързана с резултатите от тестовете за течове на филтъра по време на качествената проверка.
Система за управление и архитектура на автоматизация
Програмируем контролер и интерфейс човек-машина
Системата за управление е оперативният мозък на машината за HEPA въздушни филтри. Програмируемият логически контролер управлява времевите интервали, последователността и обратните връзки, които координират всички механични и термални подсистеми в машината. ПЛК-то комуникира с сервоприводи, сензорни масиви, контролери на нагряването и пневматични клапани, за да осигури синхронизирана работа на всички станции едновременно.
Интерфейсът човек-машина обикновено се състои от цветен сензорен екран, който позволява на операторите да задават производствени параметри, да следят индикаторите на текущото състояние в реално време и да получават достъп до диагностика на неизправности. При инсталациите на професионални машини за HEPA въздушни филтри наборите от параметри за различните модели филтри могат да се запазват като именувани програми и да се извикват незабавно, което елиминира необходимостта от ръчна повторна калибрация по време на смяна на продукта.
Възможностите за регистриране на данни все повече стават стандартни за съвременните системи за управление на машини за HEPA въздушни филтри. Могат да се записват и експортират бройките на произведените изделия, историята на неизправностите, температурните тенденции на лепилото и времето за цикъл на рязане – всичко това се използва за отчети по осигуряване на качеството и за планиране на предиктивно поддръжка. Този ниво на проследимост на процеса все повече се превръща в изискване от страна на клиентите в регулираните индустрии, като например производството на фармацевтични продукти и строителството на чисти стаи.
Системи за безопасност и откриване на неизправности
Една производствена машина за HEPA въздушни филтри трябва да включва множество системи за безопасност, за да се защитят както операторът, така и оборудването. Стандартни защитни функции са веригите за аварийно спиране, светлинните завеси при подвижните станции и клапаните за релефно налягане в пневматичните системи. Особено важно е предотвратяването на термичен разгон в системата за загряване на лепилото, тъй като прекалено нагрятото топло-топящо лепило може да представлява риск от пожар и да повреди механизма за подаване на филтърния материал.
Логиката за откриване на неизправности в програмируемия логически контролер (PLC) следи за условия извън допустимите граници, като например сигнали за запъване на материала от сензорите за опън, запушване на дюзата, посочено чрез рязък възход на налягането на лепилото, или отклонение в дължината на реза извън толерантните граници. При откриване на неизправност системата спира автоматично, регистрира събитието и показва диагностичен код, който насочва оператора през процедурата за коригиращо действие. Това намалява неплануваното просто стояне и предотвратява производството на неконформни филтри, които биха изисквали повторна обработка или биха били отпаднали като брак.
Често задавани въпроси
Какъв тип филтърен материал се използва в машина за HEPA въздушни филтри?
Повечето машини за производство на HEPA въздушни филтри са проектирани да обработват филтърна среда от боросиликатно стъкло, обикновено наричана стъклена HEPA среда. Този материал осигурява субмикронна влакнеста структура, необходима за постигане на ефикасност за задържане на частици на HEPA ниво (обикновено 99,97 % при 0,3 микрона). Някои машини могат също така да обработват синтетична филтърна среда, но механичните параметри за опъване, сила на гънене и параметри на лепилото трябва да се настроят съответно.
Как една машина за HEPA въздушни филтри поддържа постоянство на гънките при високи скорости?
Машината за HEPA въздушни филтри постига постоянство на гънките чрез синхронизиран контрол на сервомотори, обратна връзка в реално време от позиционни енкодери и регулиране на опъването в реално време. Когато скоростта на производството се увеличава, програмируемият логически контролер (PLC) динамично коригира моментите на активиране на ножа, честотата на подаване на лепилото и скоростта на движение на гънещите ръце, за да се гарантира, че всяка гънка запазва еднакъв разстояние между гънките (pitch) и еднаква дълбочина, както е зададено в програмираната спецификация на филтъра.
Какви са типичните интервали за поддръжка на машина за HEPA въздушен филтър?
Графиците за поддръжка на машина за HEPA въздушен филтър обикновено включват ежедневна инспекция на отлаганията по дюзата и състоянието на режещото острие, седмична почистване на резервоара за лепило и ролките за напрягане, както и месечно смазване на гънковите механизми с кулачно задвижване и сервомоторните скоростни кутии. Честотата зависи от обема на производството и типа на филтърния материал, но последователната профилактична поддръжка е основният фактор за осигуряване на дългосрочна размерна точност и минимизиране на непланувани простои.
Може ли една и съща машина за HEPA въздушен филтър да произвежда филтри с различни размери?
Да, повечето съвременни модели машини за HEPA въздушни филтри поддържат производство в множество формати чрез програмируеми параметри, съхранени в ПЛК. Операторите могат да превключват между различни дължини на филтъра, дълбочини на гънките и разстояния между разделителните елементи, като заредят съответната програма и направят незначителни механични настройки на водачните релси или позициите на дюзите. Степента на гъвкавост зависи от конструктивния обхват на машината, поради което се препоръчва силно да се уточни спектърът от необходими размери на филтрите преди закупуването на оборудването.
Съдържание
- Система за обработка и подаване на филтърния материал
- Плисиращ блок
- Система за залепване и свързване
- Станция за рязане и размери
- Система за управление и архитектура на автоматизация
-
Често задавани въпроси
- Какъв тип филтърен материал се използва в машина за HEPA въздушни филтри?
- Как една машина за HEPA въздушни филтри поддържа постоянство на гънките при високи скорости?
- Какви са типичните интервали за поддръжка на машина за HEPA въздушен филтър?
- Може ли една и съща машина за HEPA въздушен филтър да произвежда филтри с различни размери?